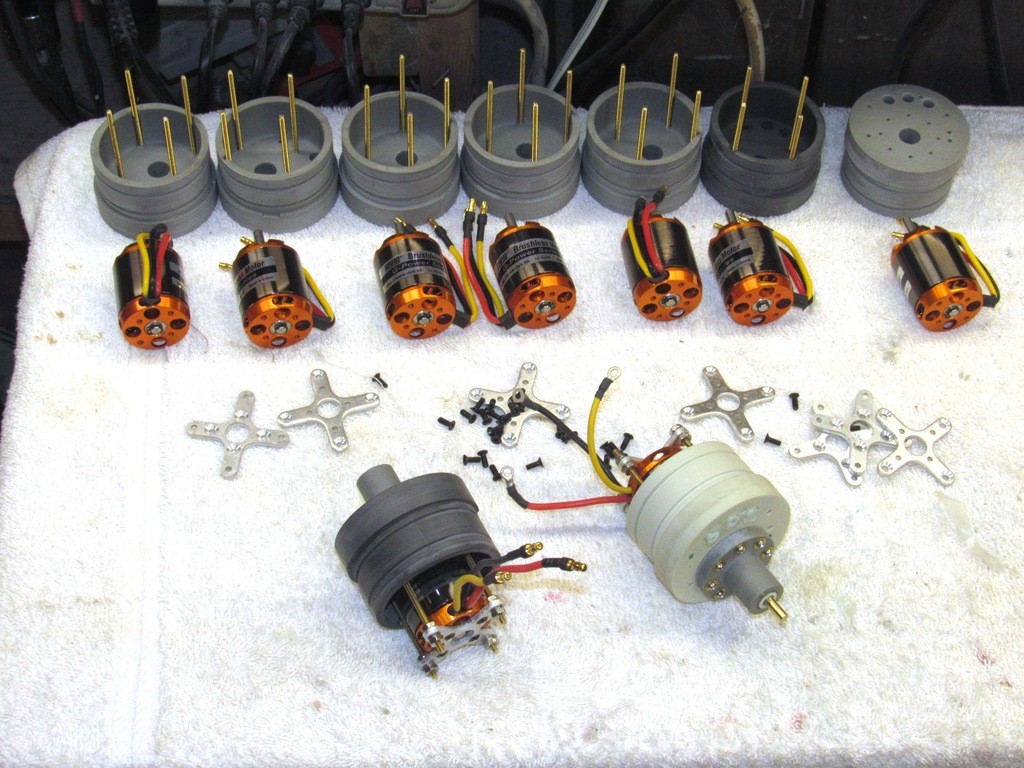
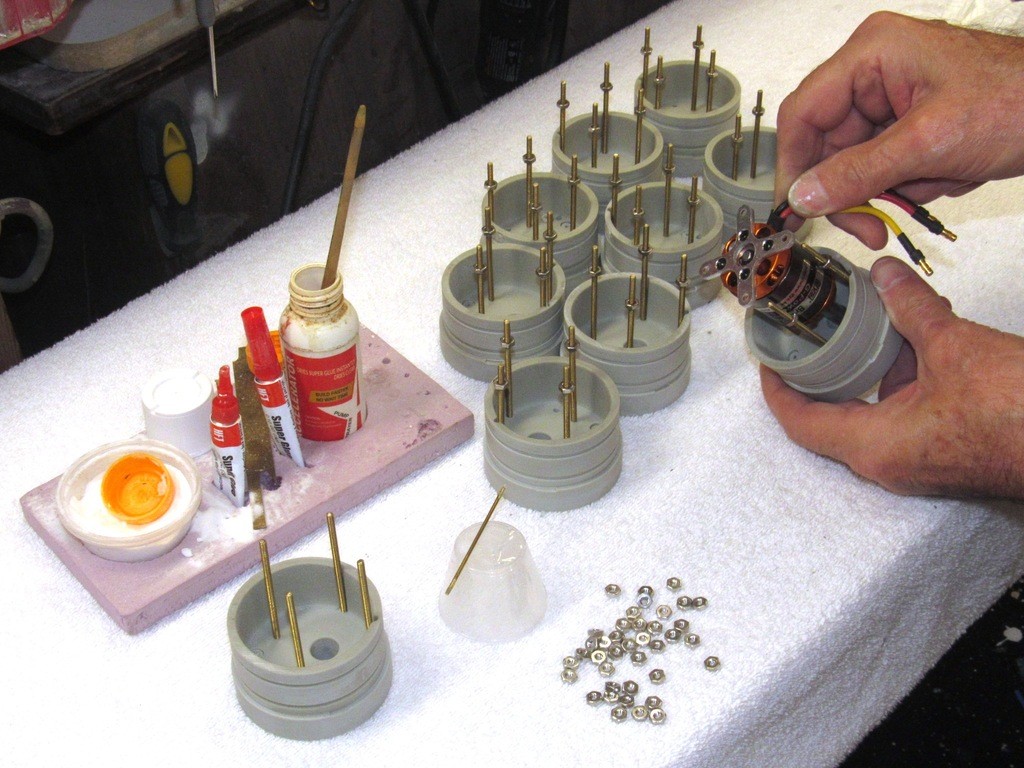
Today was spent machining the motor bulkheads to fit the Lexan cylinders that house the items within the model submarine that have to be maintained in a dry environment. Most of the work dedicated to mounting the outrunner type brushless motors within the MB's.
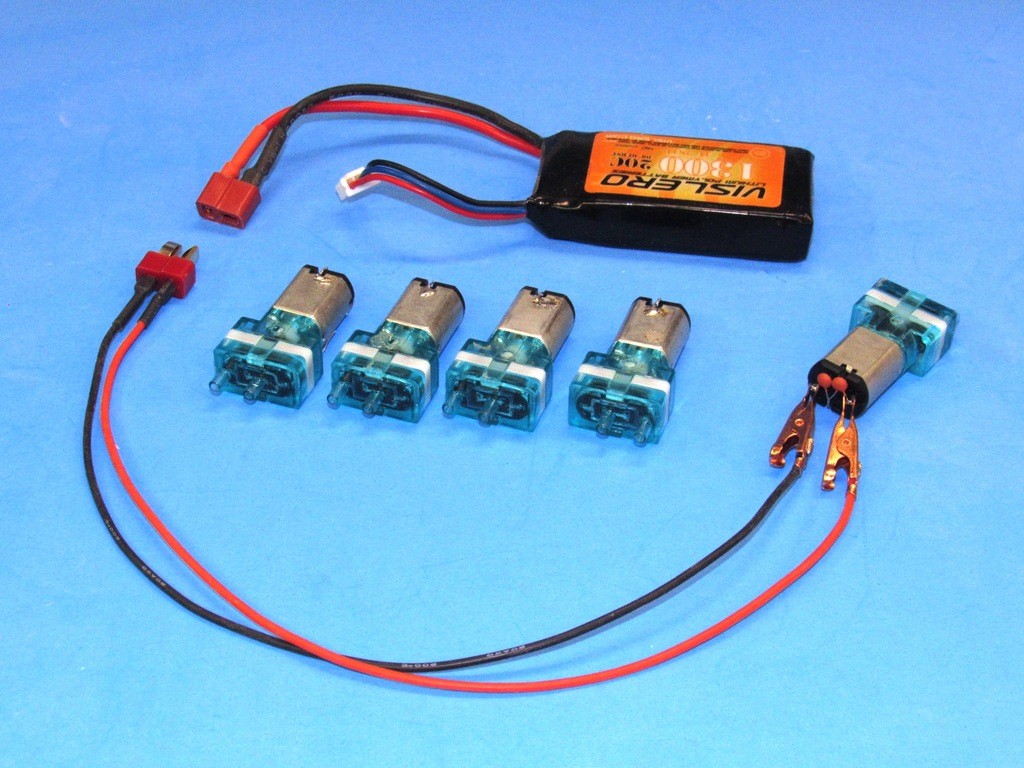
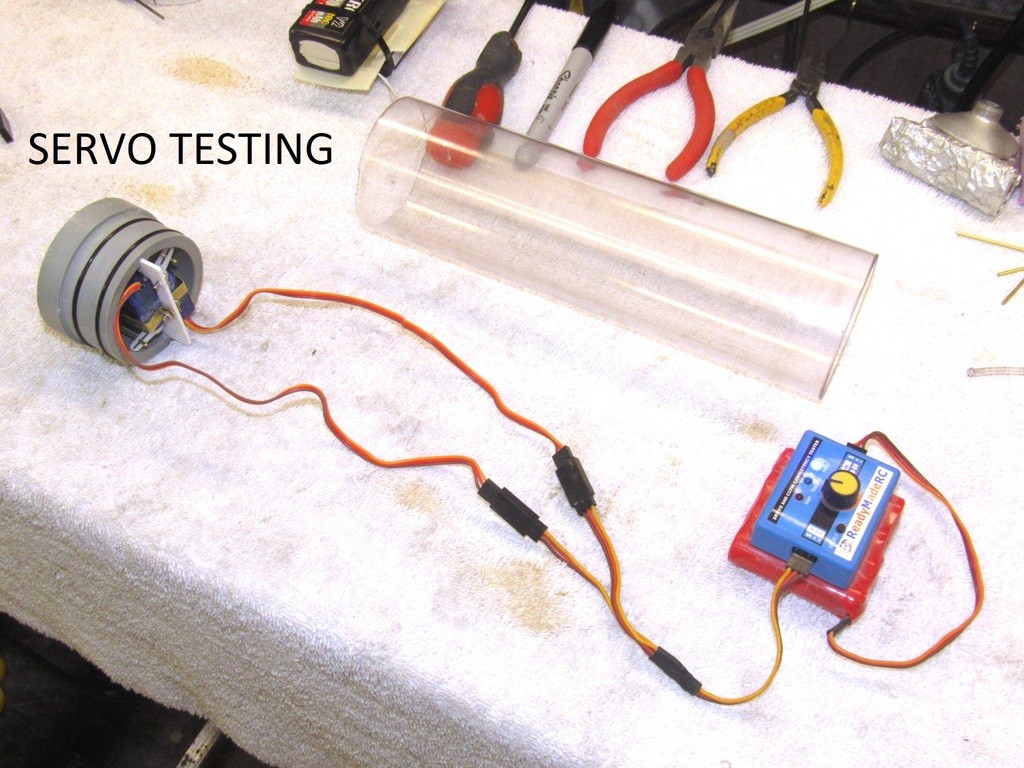
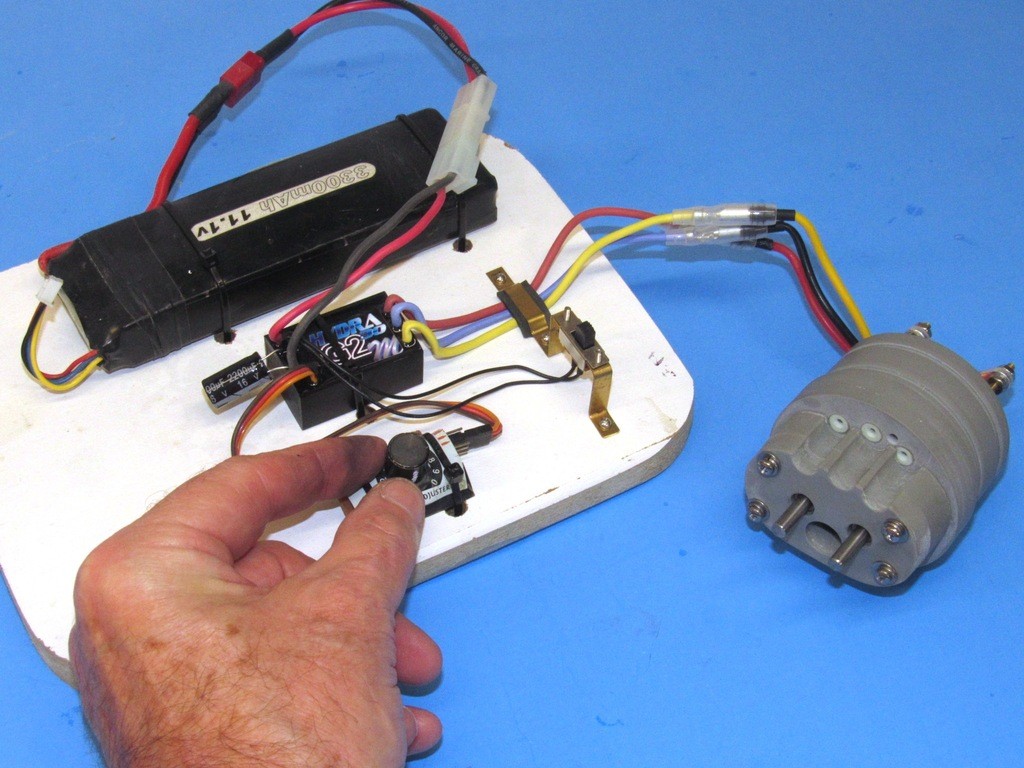
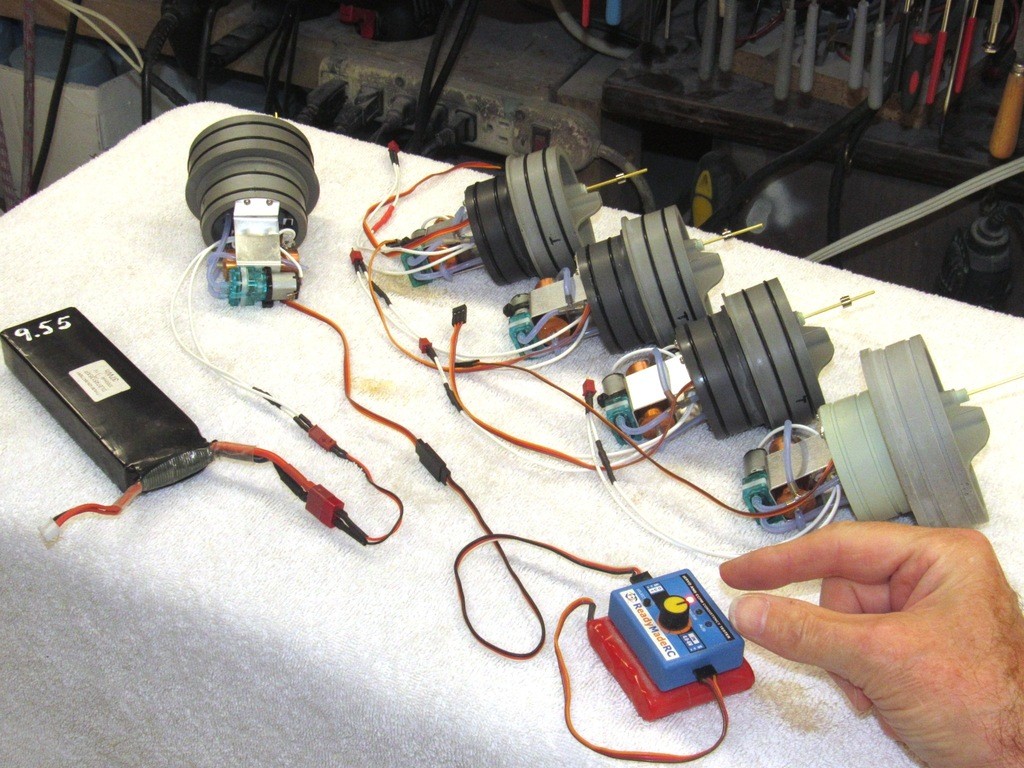
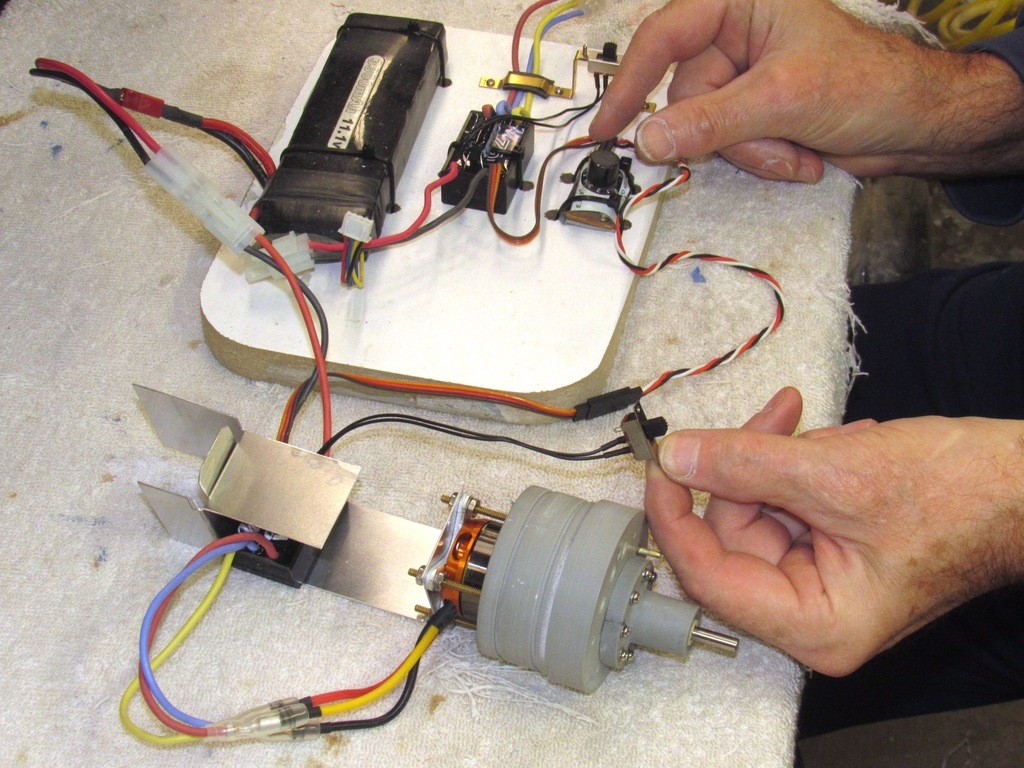
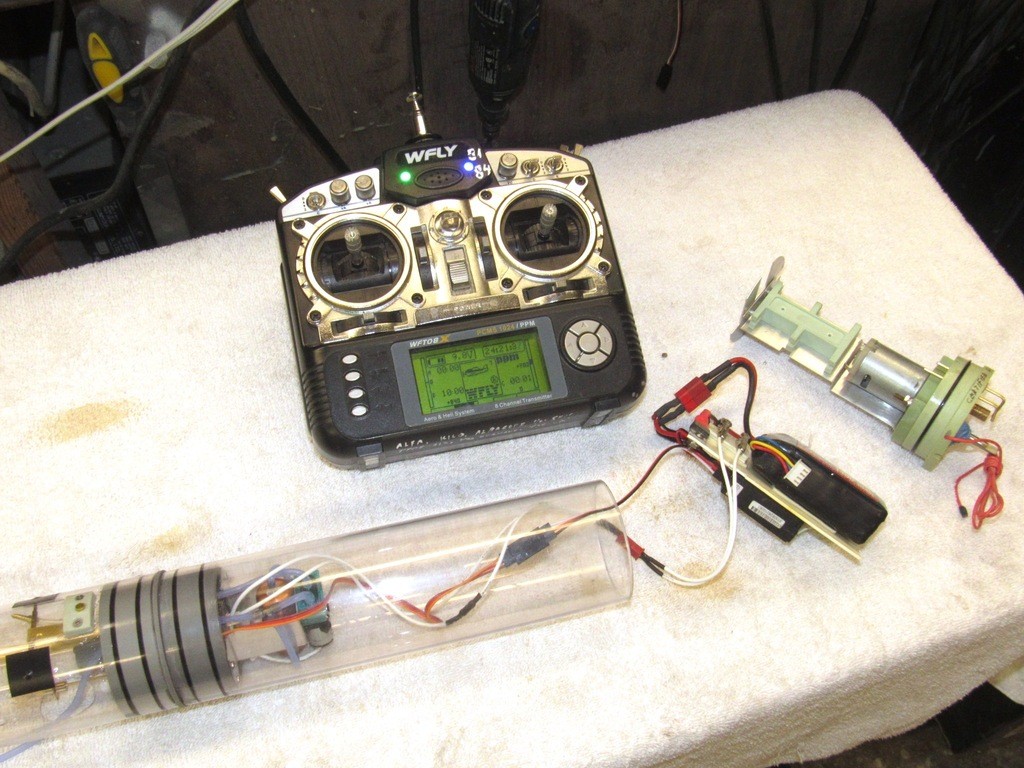
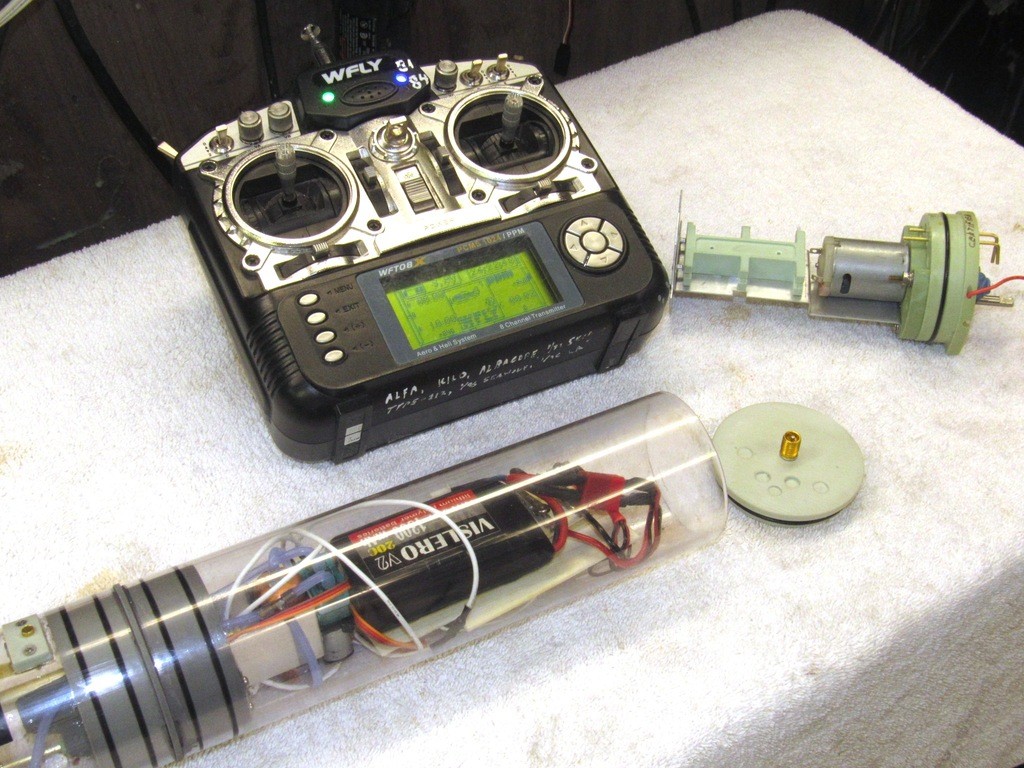
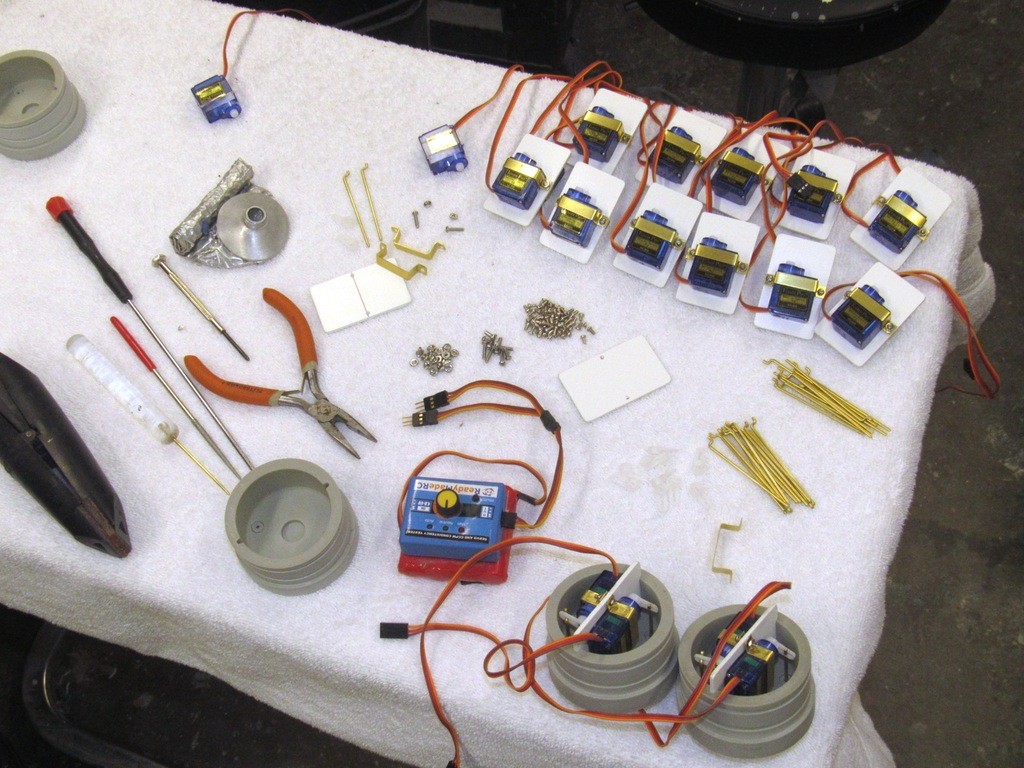
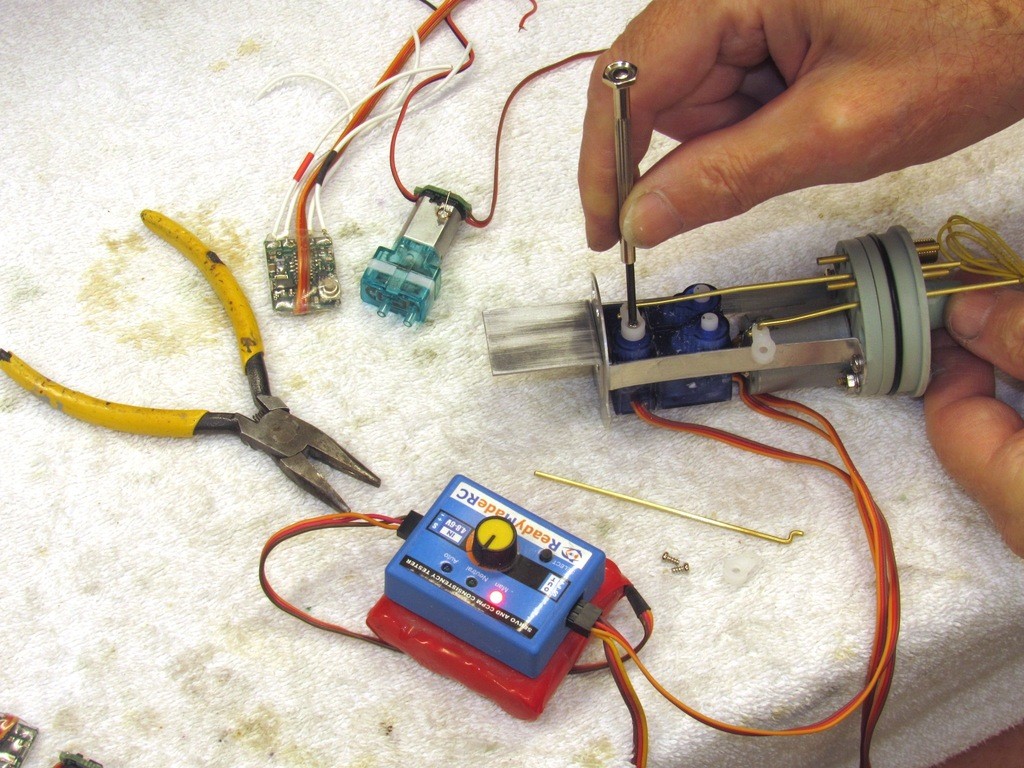
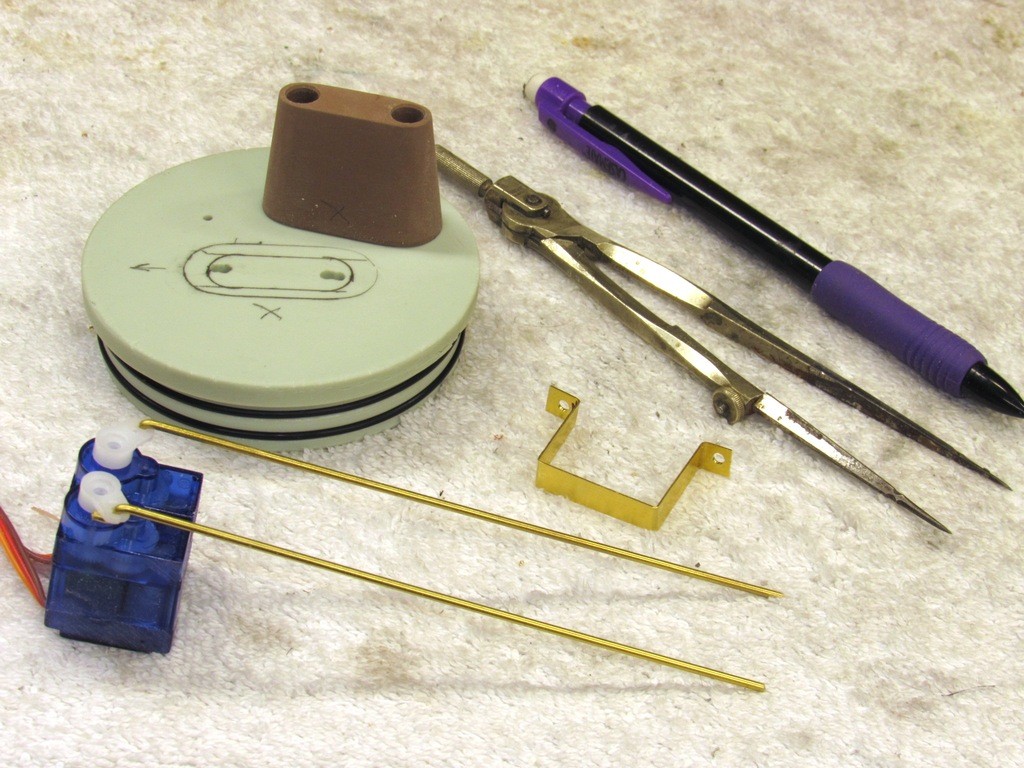
To facilitate motor testing and MB certification I assembled this test rig comprising a battery, electronic speed controller, switch, and servo-setter (pressed into service to act as a 'throttle').
Tomorrow I explore what it takes to assemble, test, and certify a MB equipped with the gear-splitter.
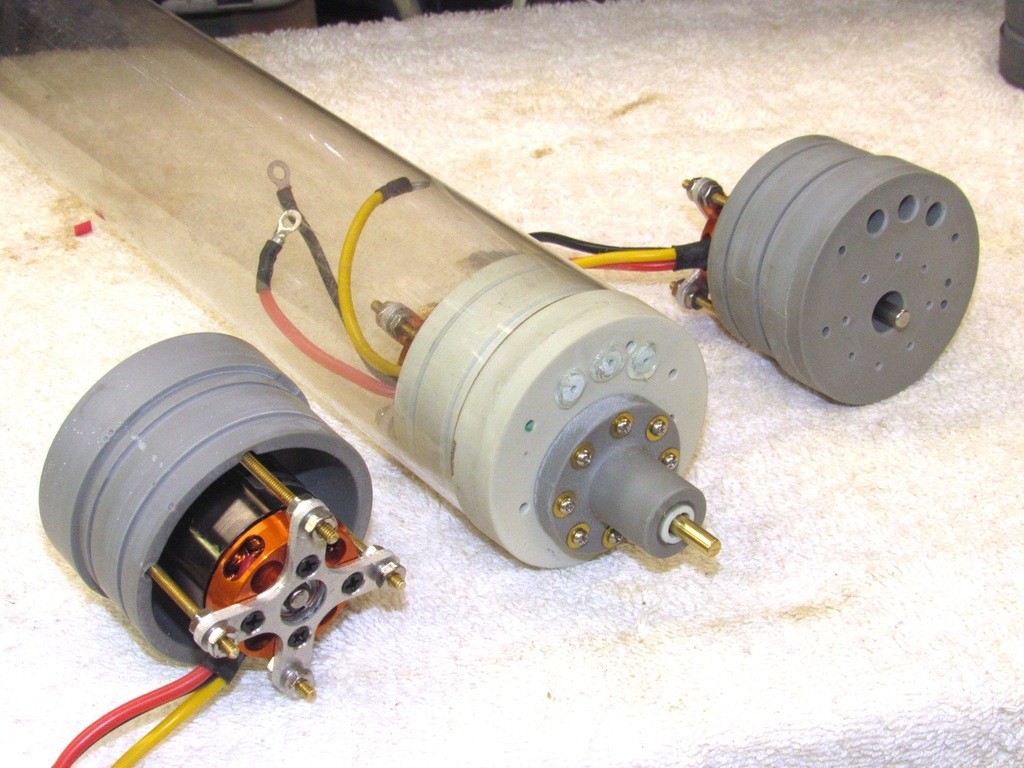
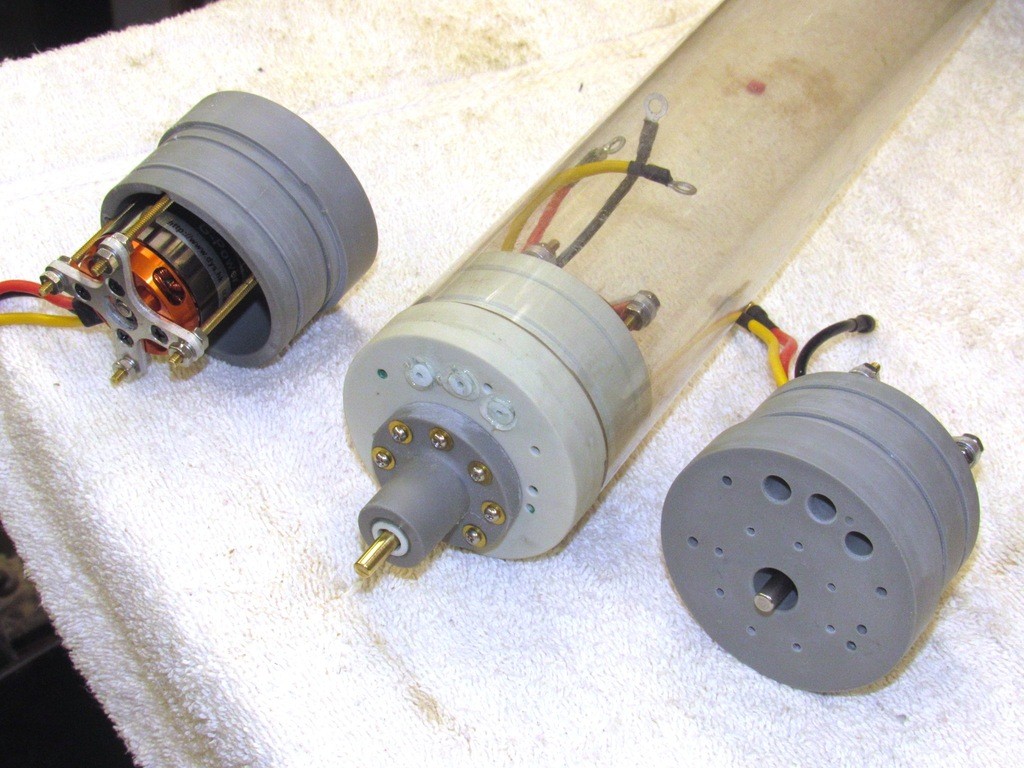
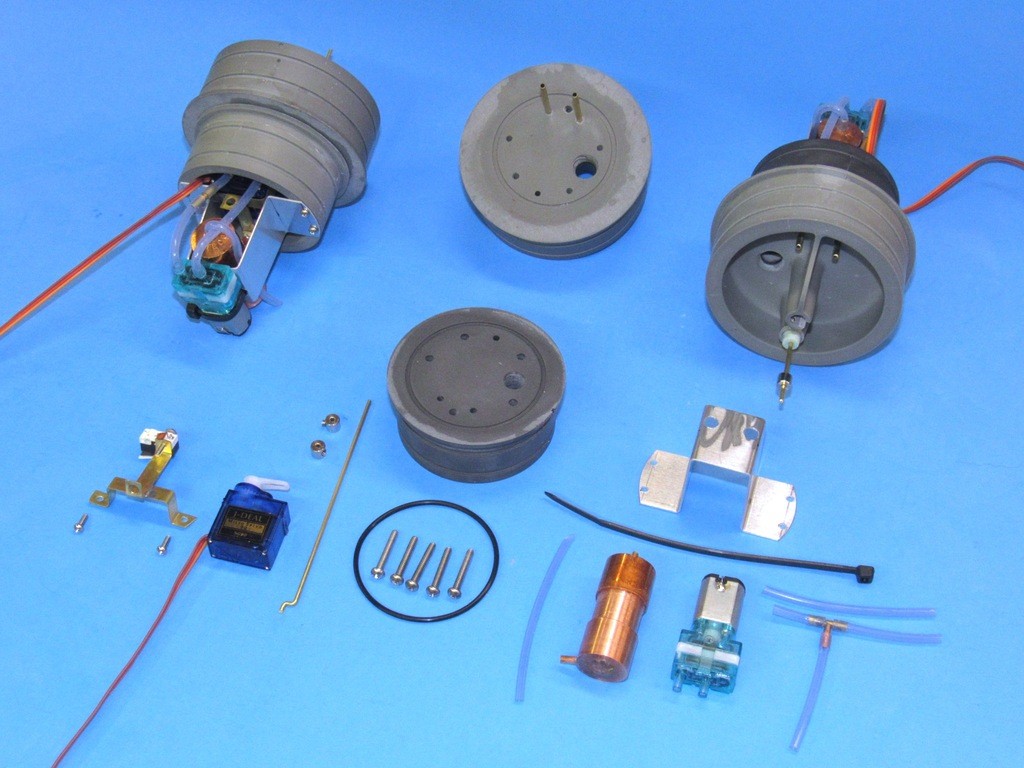
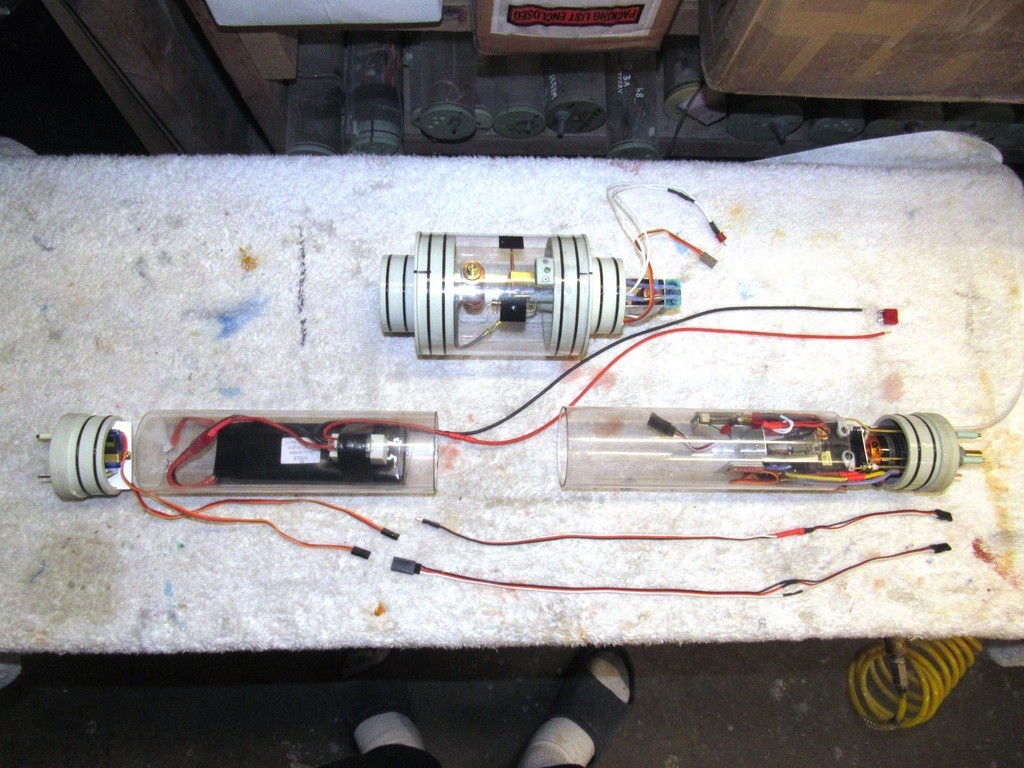
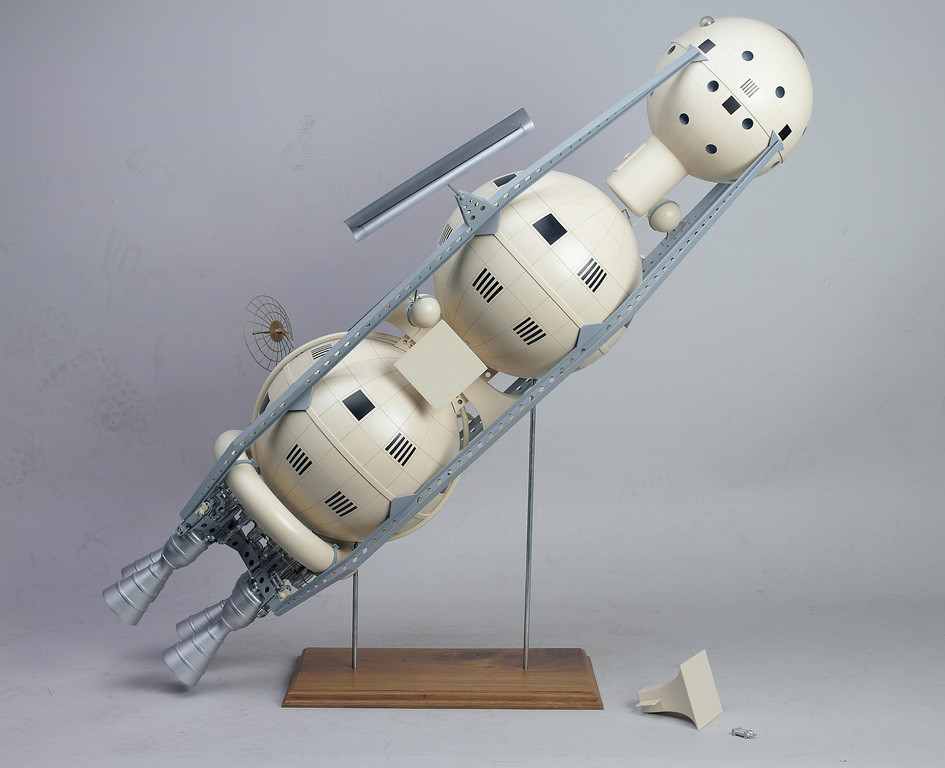
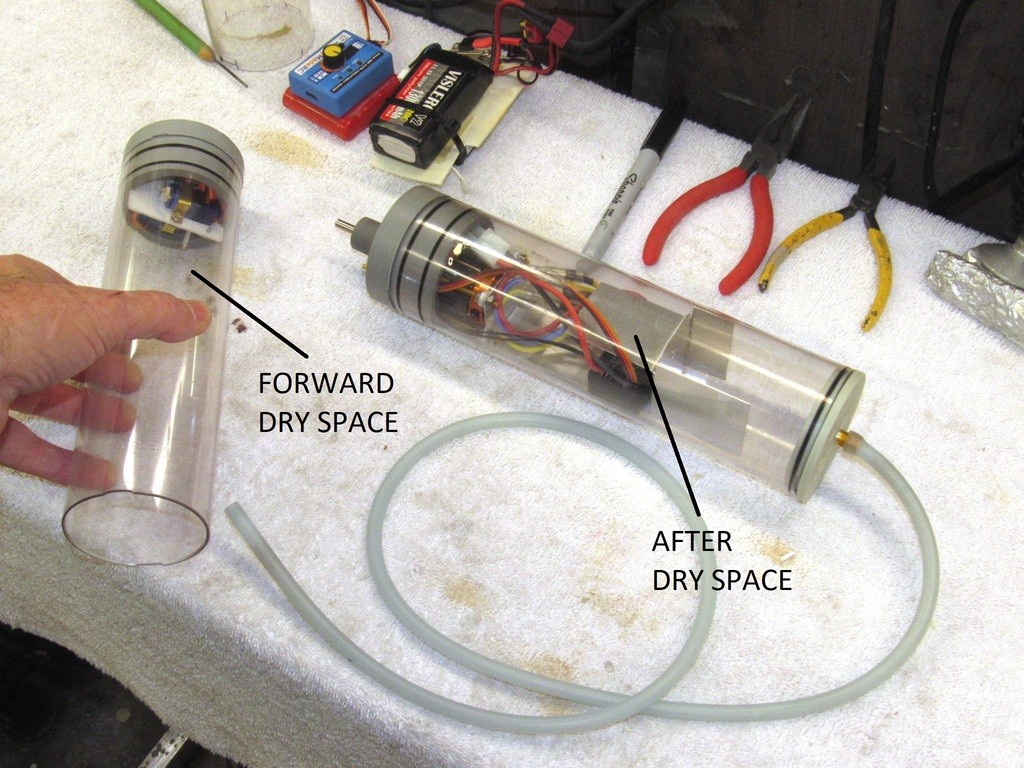
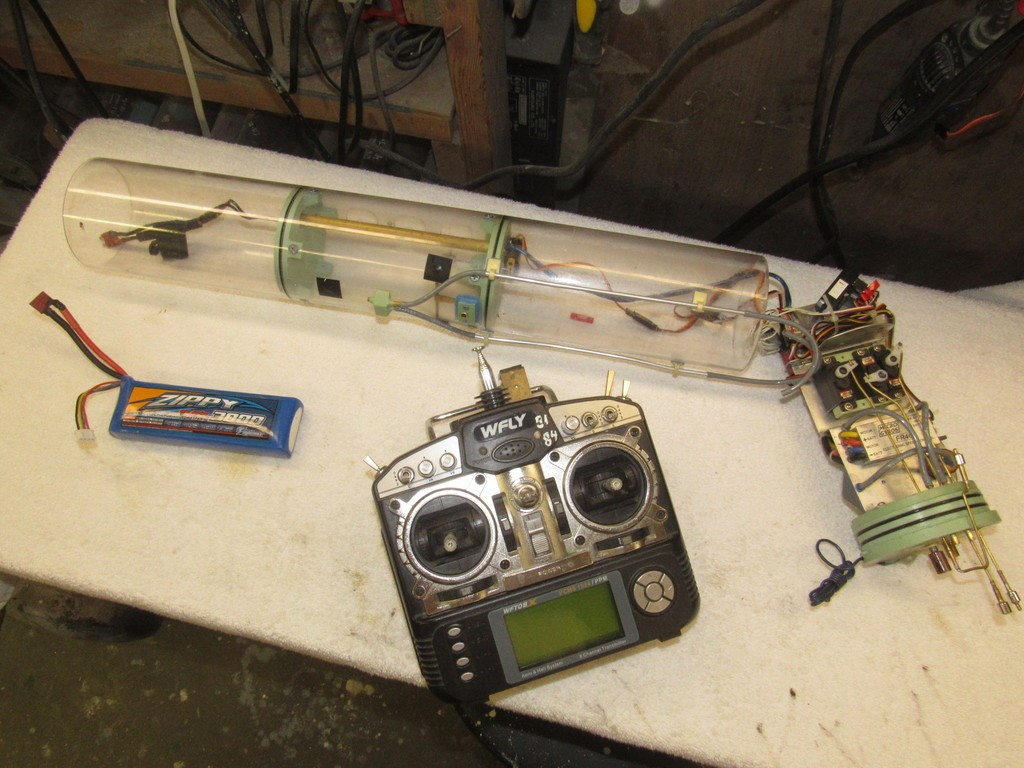
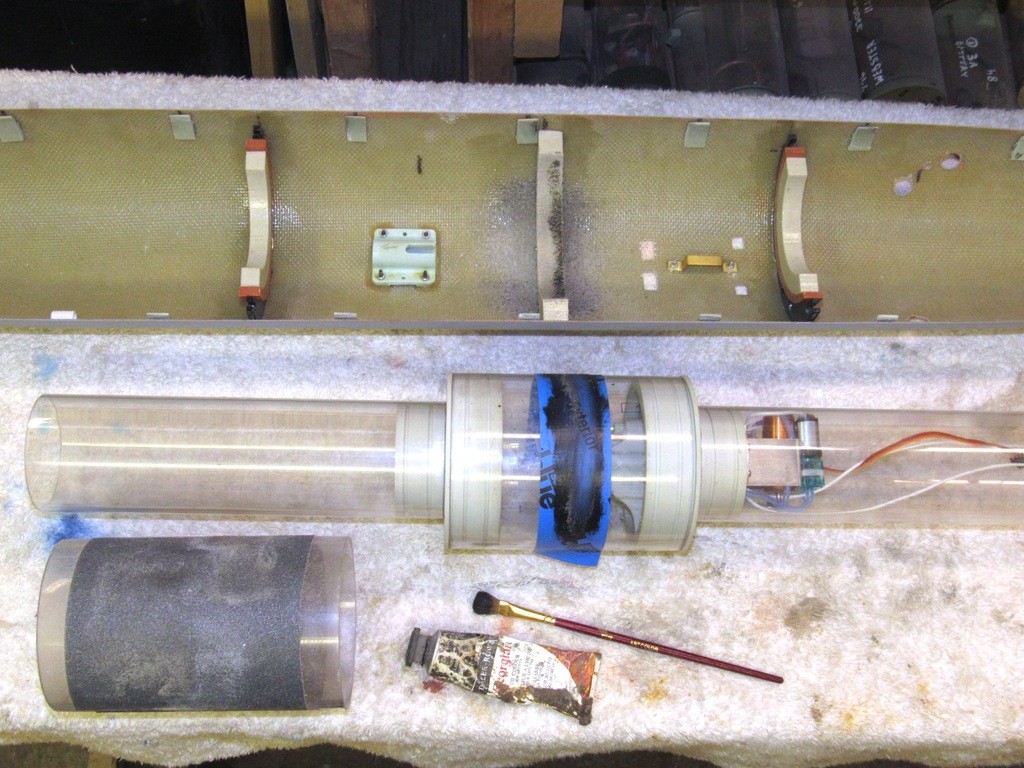
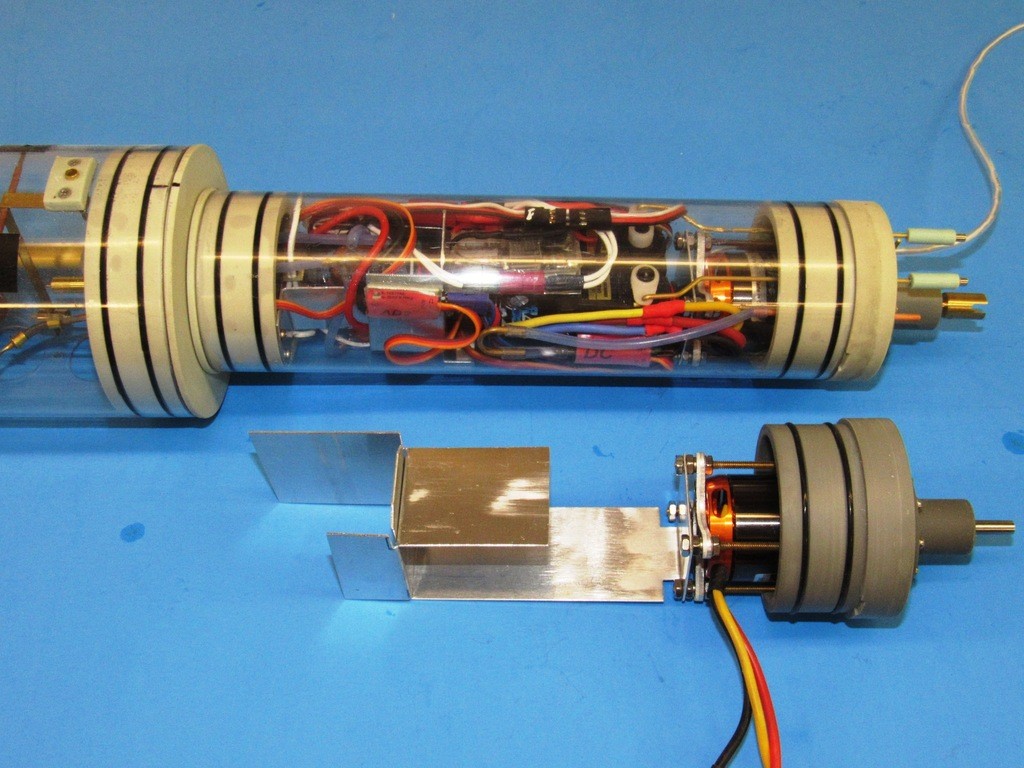
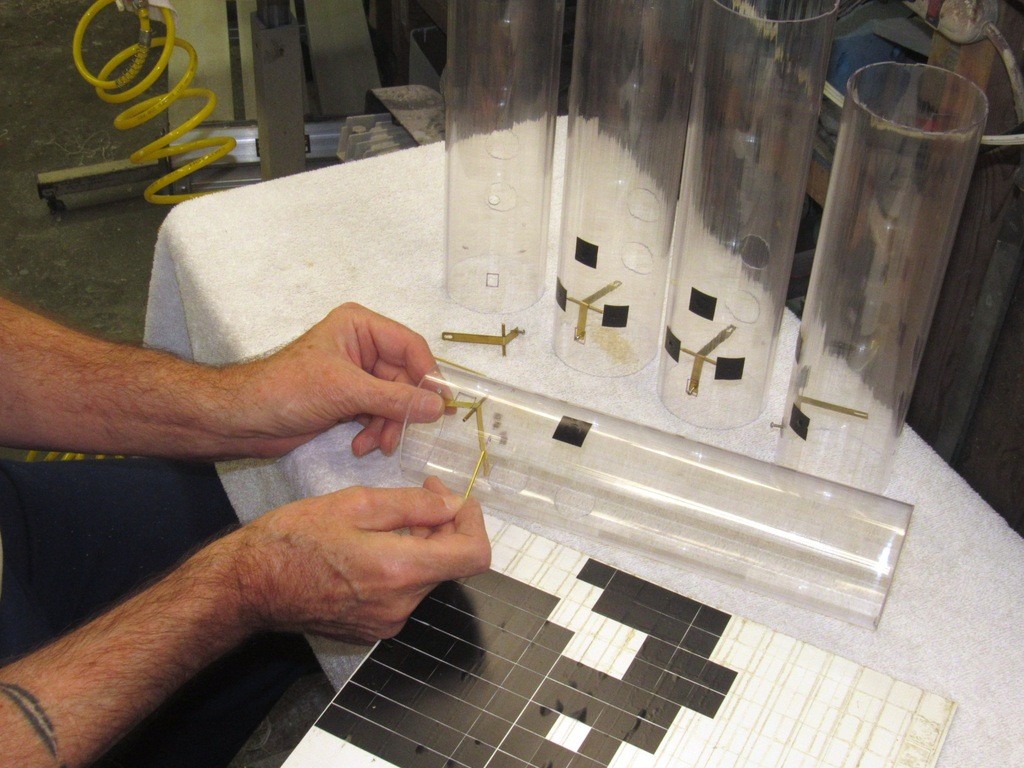
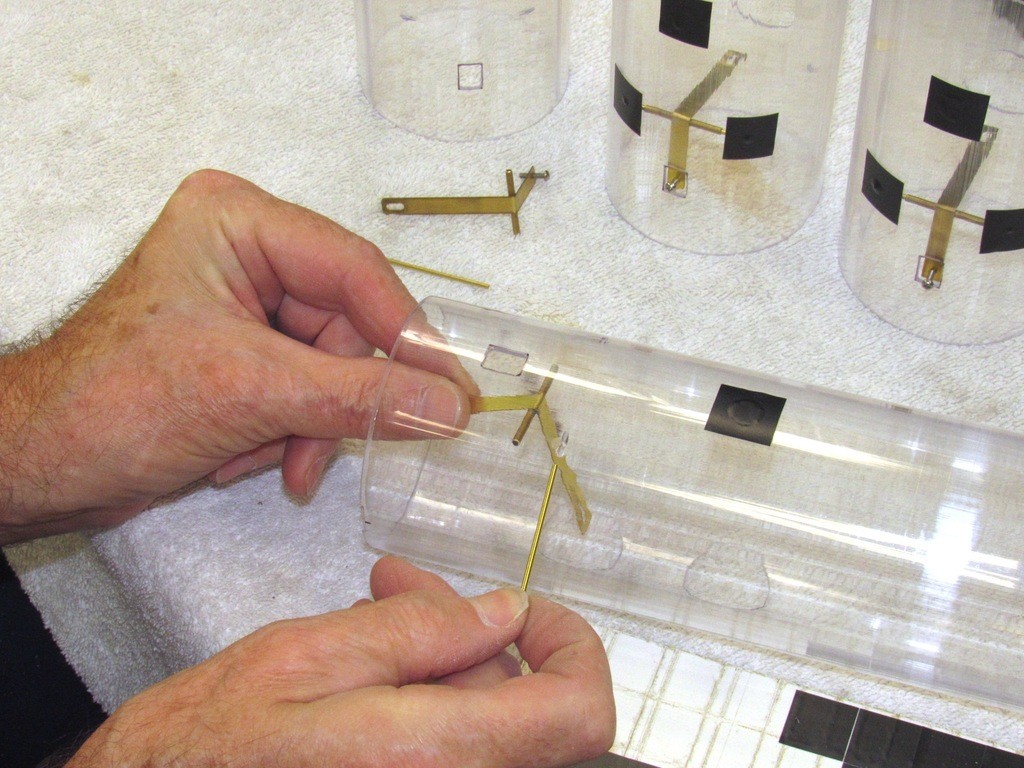
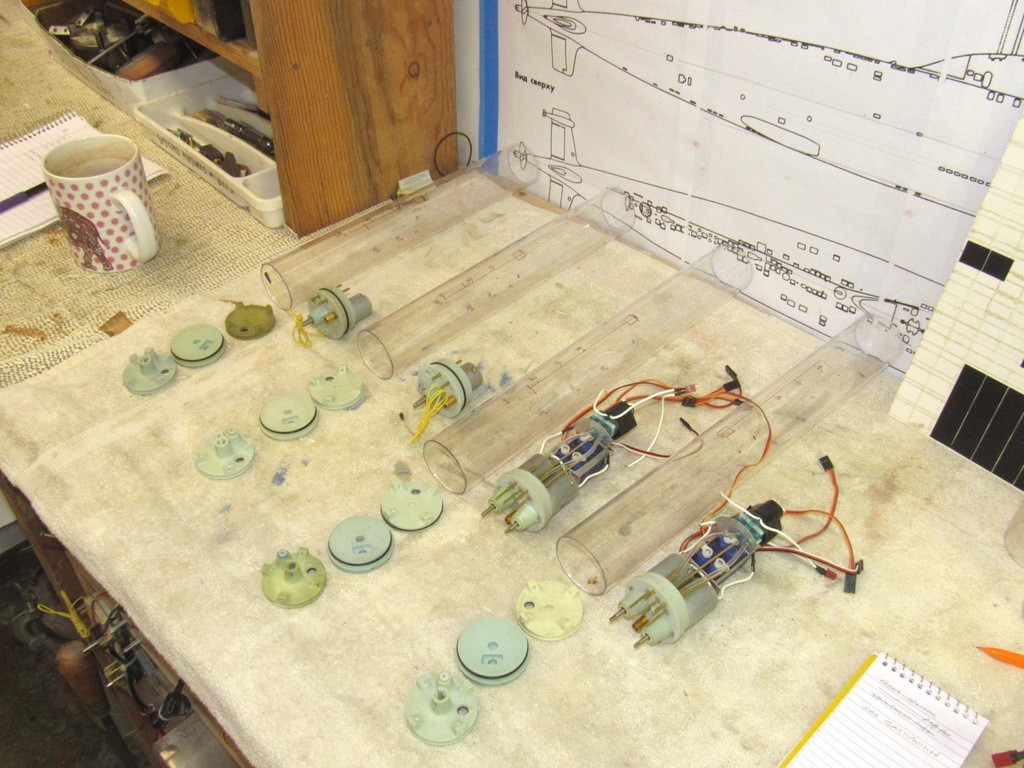
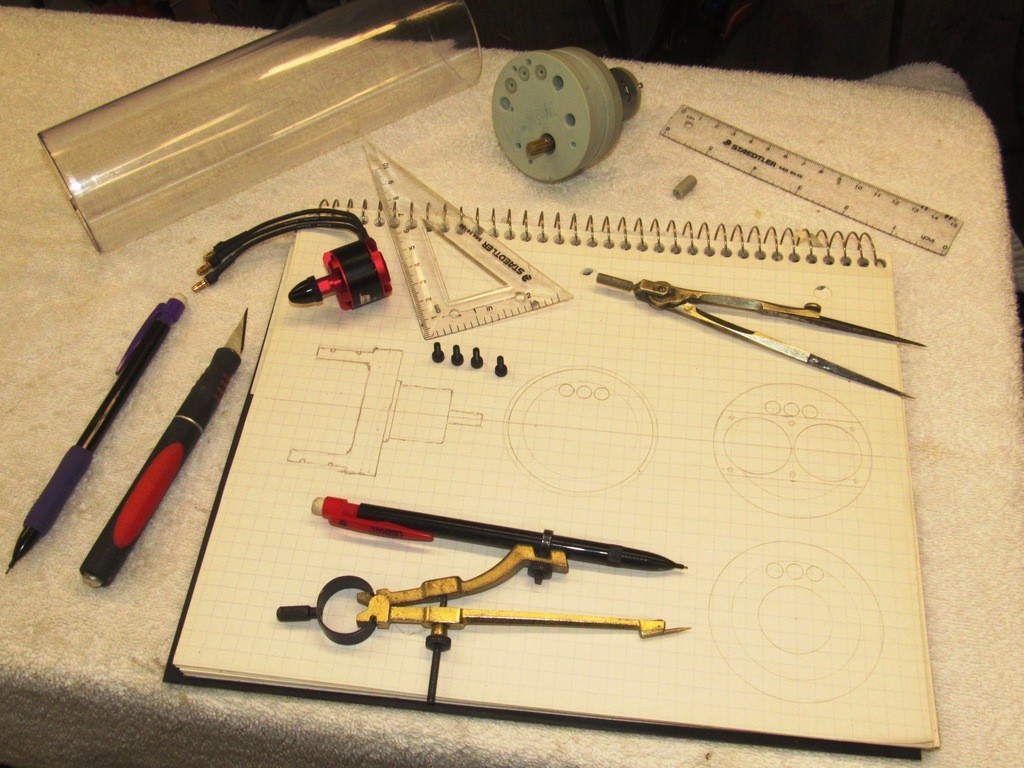
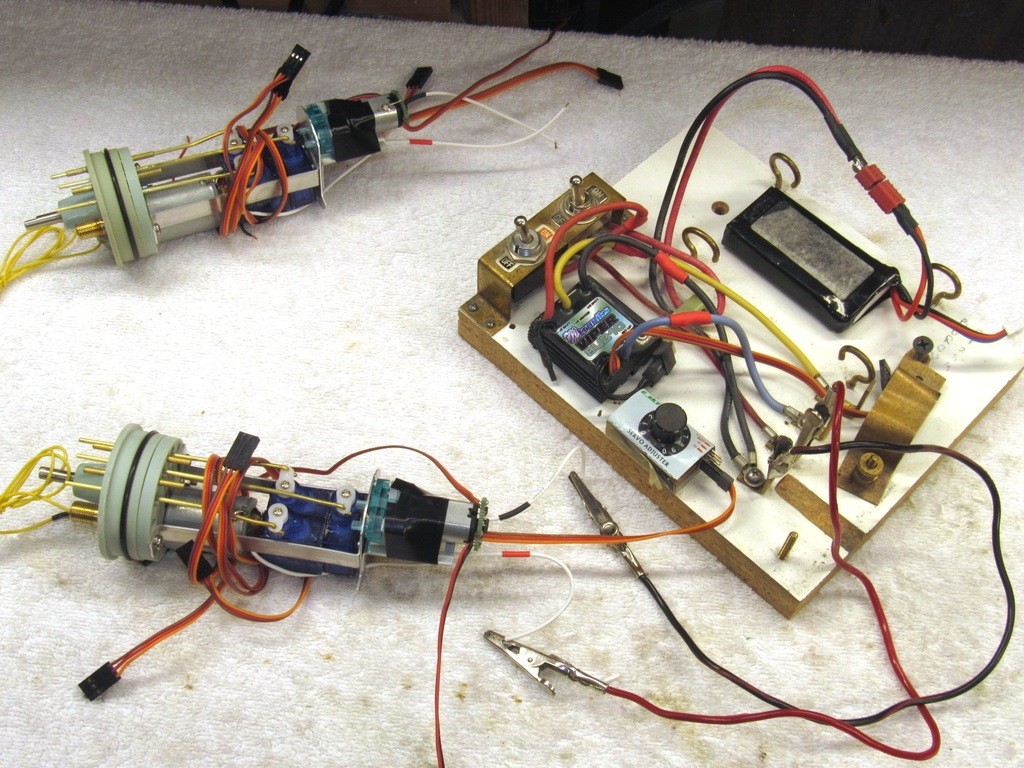
Old and new r/c submarine operating systems on display here. Each type embodies the means of control, propulsion, and ballast water management needed to make a scale model submarine work in a credible and reliable manner.
The system on top is the old, single cylinder type SubDriver (SD). The two bulkheads that divided the cylinder into three spaces are fixed in place with machine screws -- screw holes that sometimes resulted in cracks that would migrate over the seals causing water leaks into the dry spaces. And this type SD compelled me to select one diameter size cylinder for the entire length of the SD, this often not the ideal utilization of annular space between it and the interior of the model submarines hull. And the single cylinder system had just too many hoses and manifolds sitting proud of the cylinder, all potential points of failure.
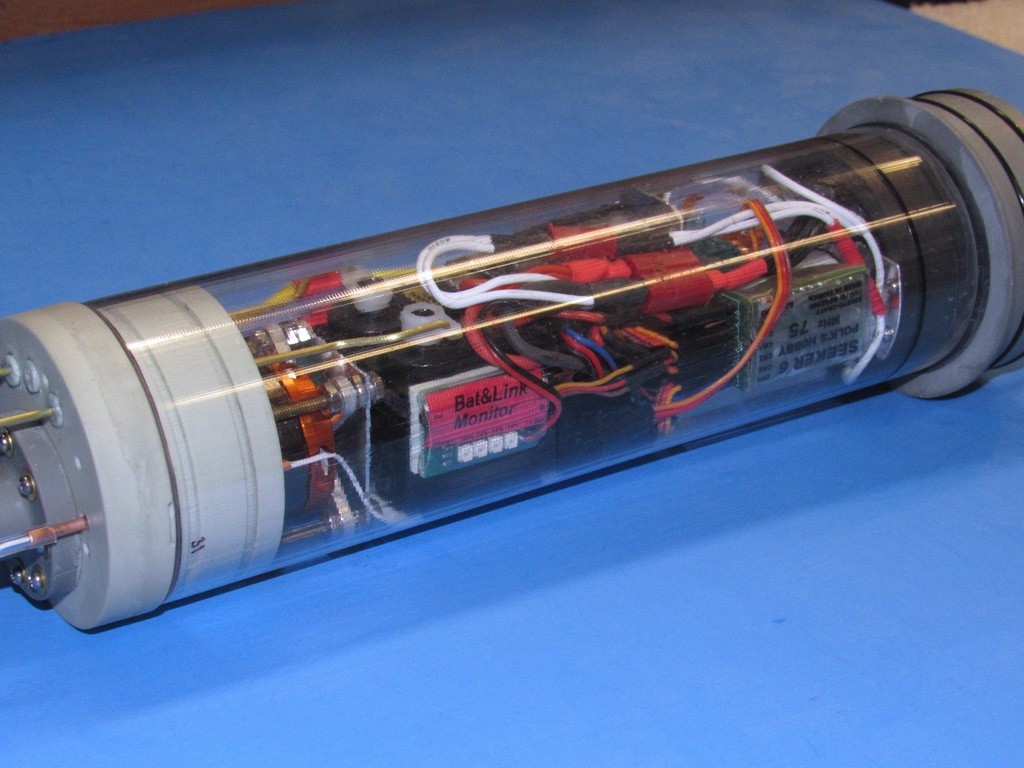
Many of the SD shortcomings have been eliminated with the next step up the evolutionary ladder: the Modular SubDriver (MSD), seen at the bottom of the picture.
No mechanical fasteners to hold bulkheads in place. Instead, only O-ring friction holds three separate lengths of Lexan cylinder in place -- this innovation making access for repair, maintenance, and adjustment a much easier task. As an added benefit the MSD’s ballast water management sub-system has been consolidated into a tight, accessible package, eliminating most of the external plumbing which plagued the original SubDriver design.
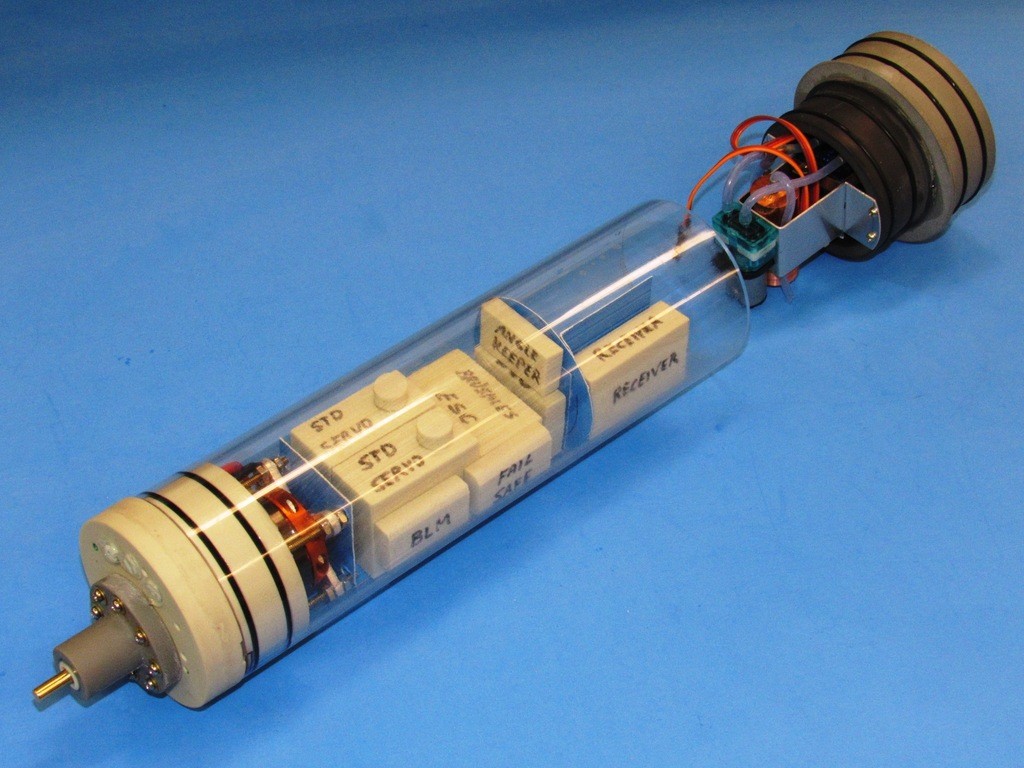
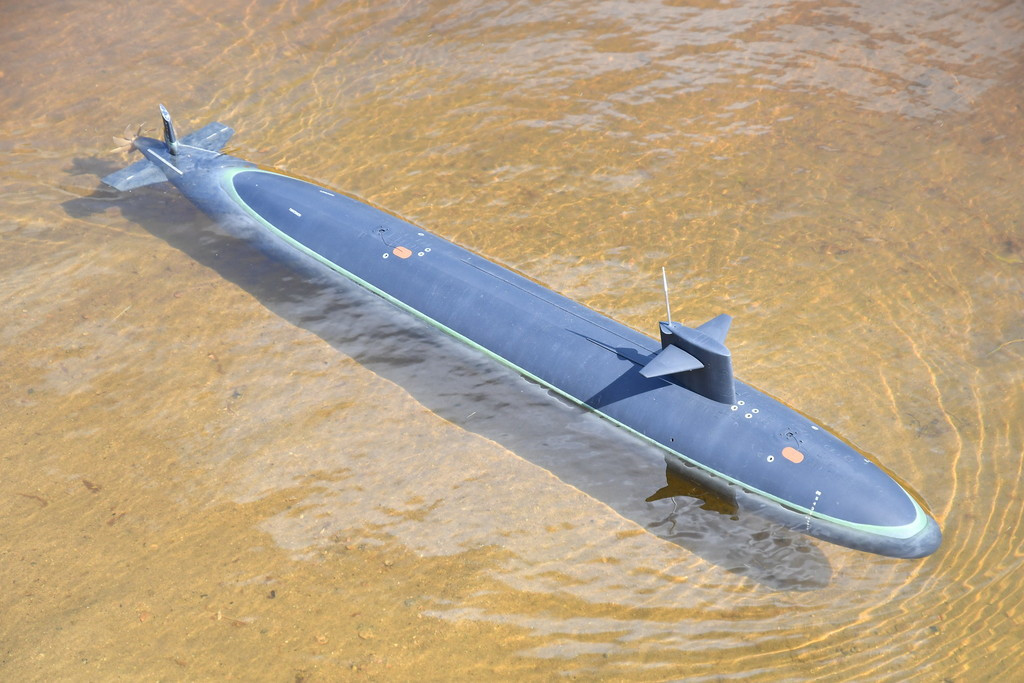
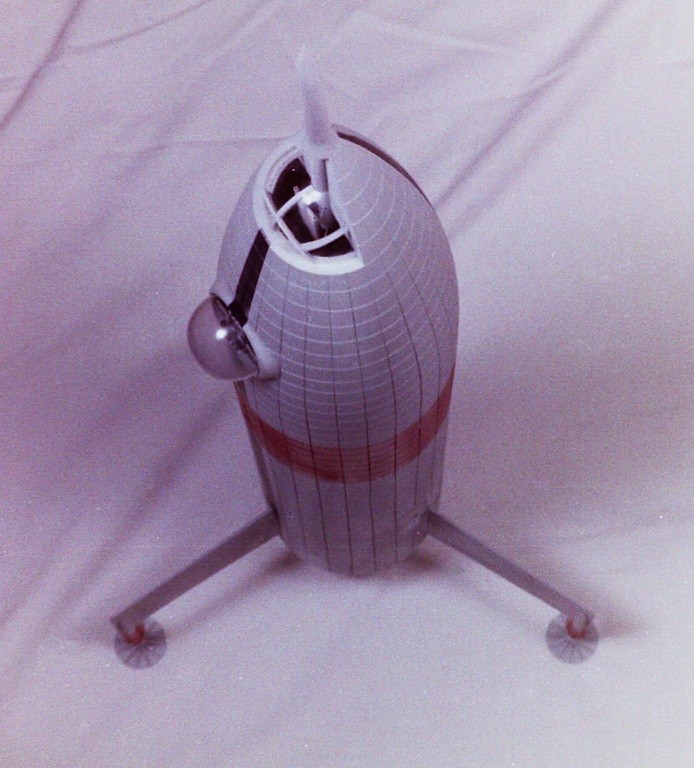
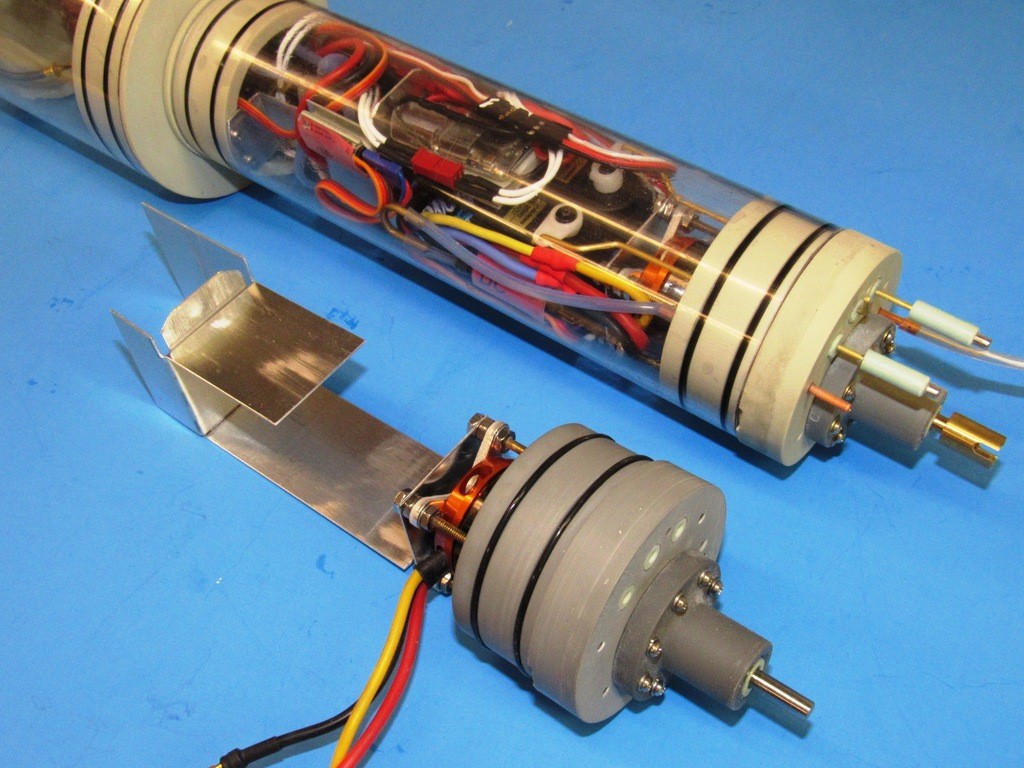
The MSD contains the same devices as the earlier SD but does it within an envelope that can quickly and easily be changed in length and diameter to suit a specific application. As exemplified with this tear-drop shaped hull the arrangement of the three separate cylinders has been selected to make maximum use of the available space within this free-flooding model submarine model.
With few exceptions an r/c submarine makes use of the traditional devices as other r/c controlled vehicles. However, only air-ships and submarines require a means of changing the vehicles displacement within the fluid it operates; and only a submarine requires an assured means of autonomously sensing and correcting its pitch angle. The main destinguishing burden an r/c submarine has over all other vehicle types is the need to keep things dry at all times.
There are many ways to move water in and out of the ballast tank if the intent is to change the submarines displacement by taking on an amount of water weight equal to the weight of water the above waterline structures displace when immersed.
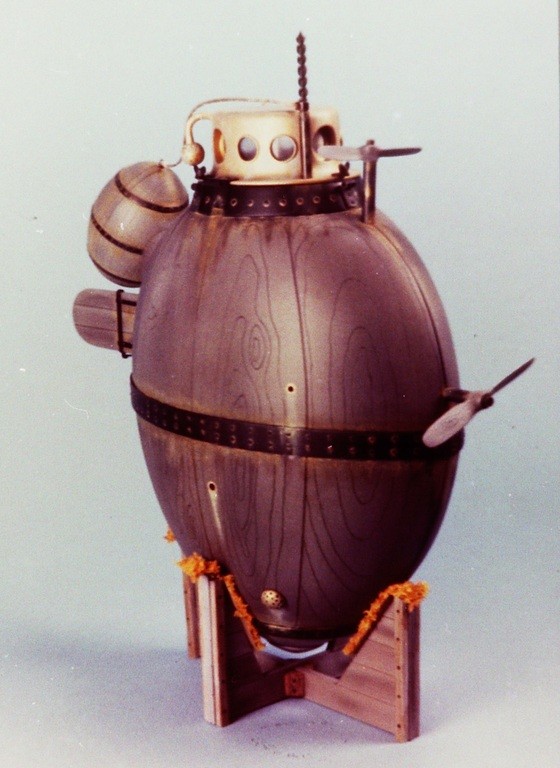
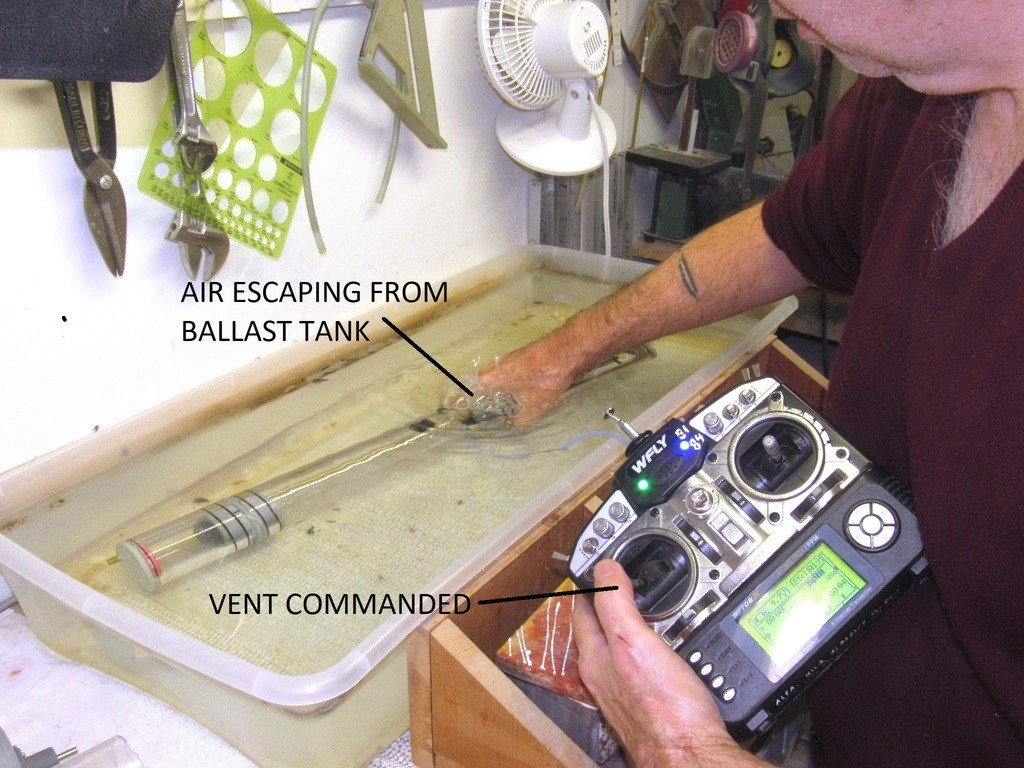
My SemiASperated (SAS) ballast water management sub-system pushes the water out of the ballast tank by displacing it with air. Air either scavenged from within the dry spaces of the system or from atmosphere. Pictured is an old SubDriver system employing the SAS cycle -- a Rube Goldberg delight, to be sure.
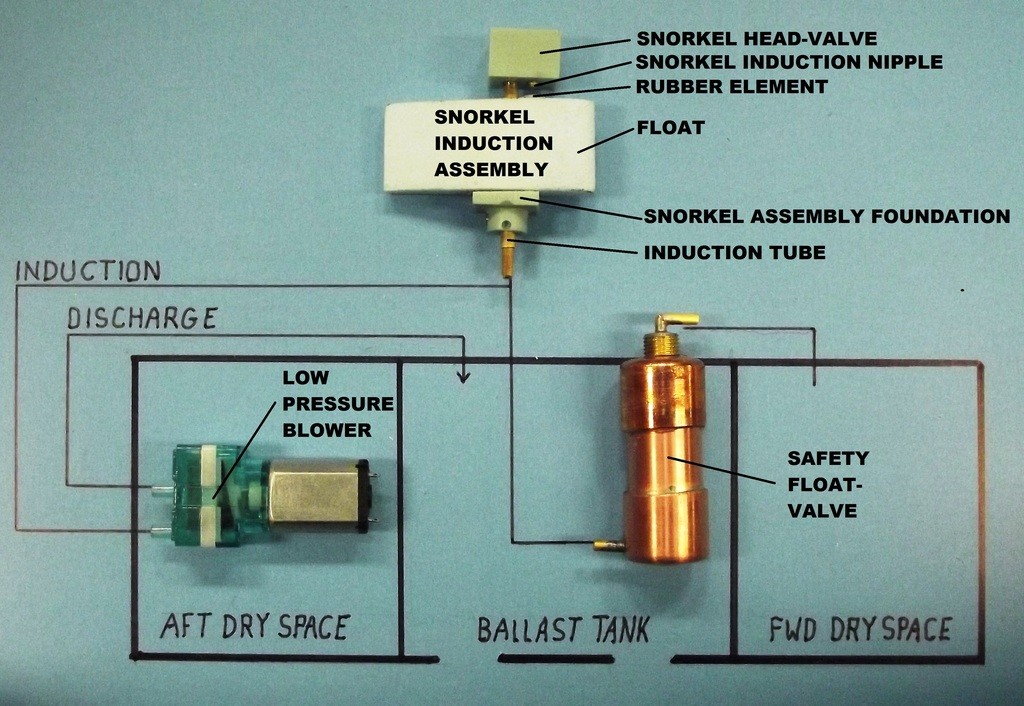
This better illustrates the SAS ballast sub-system.
A vent valve atop the ballast tank (not shown) opens, venting the air from within the ballast tank, allowing water to fill the tank and the submarine is totally under water. The formerly above waterline portions of the submarine, now fully immersed in water, produces a buoyant force equal to, but opposed to, the weight of the ballast water taken on. The boat assumes the state of ‘neutral buoyancy’.
To surface the water in the ballast tank is blown out with air compressed by the LPB. Air is initially scavenged from within the SubDrivers interior (the snorkel valve is closed). Once the sail broaches air is taken from atmosphere.
Internal air is only good for a partial blow of the ballast tank, but it’s enough to broach the sail above the surface. Once the snorkel head-valve opens the partial vacuum created within the dry spaces is back-filled with surface air and the blow continues with air from the surface.
Two-valve protection is an almost religious tenant within the submarine community – you always want a back-up stop to any line subjected to sea pressure. That philosophy has carried over to my model submarines as well. The ‘safety float-valve’ is the back-up valve within the induction side of the SAS ballast sub-system. The primary stop to water ingress to the induction line is the snorkel head-valve up within the sail. The safety float-valve is the backup, it prevents any water that gets past the snorkel from leaking into the SubDrivers dry spaces – it only closes if there is water in the line, otherwise it passes air going in or out of the systems dry spaces.
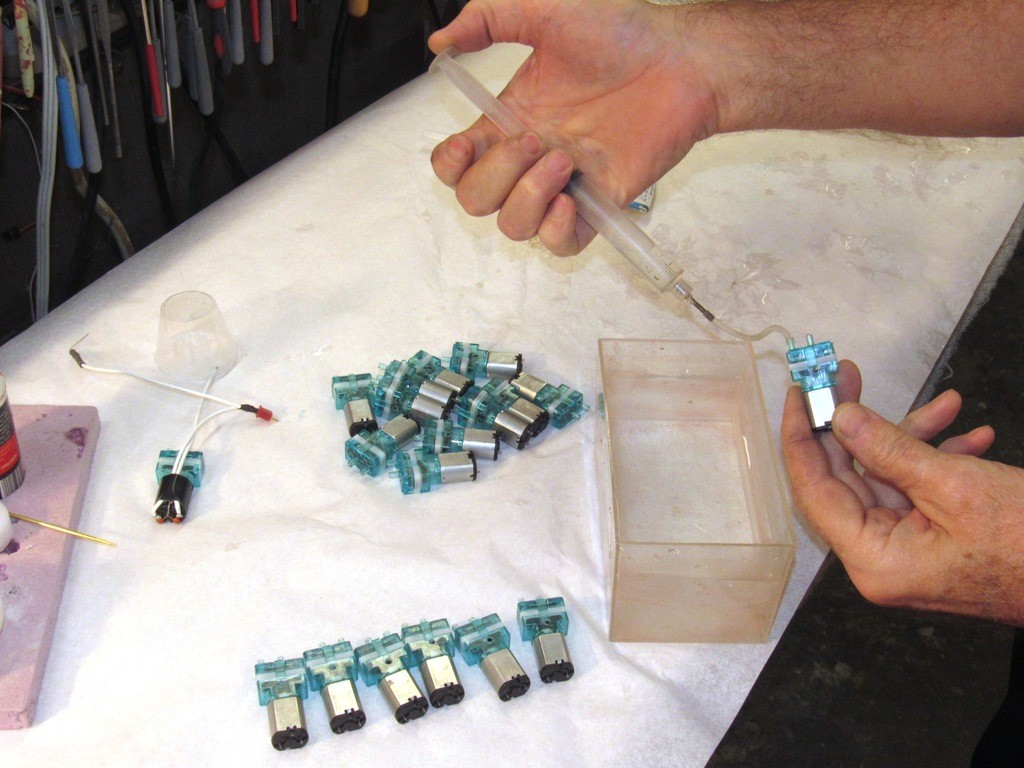
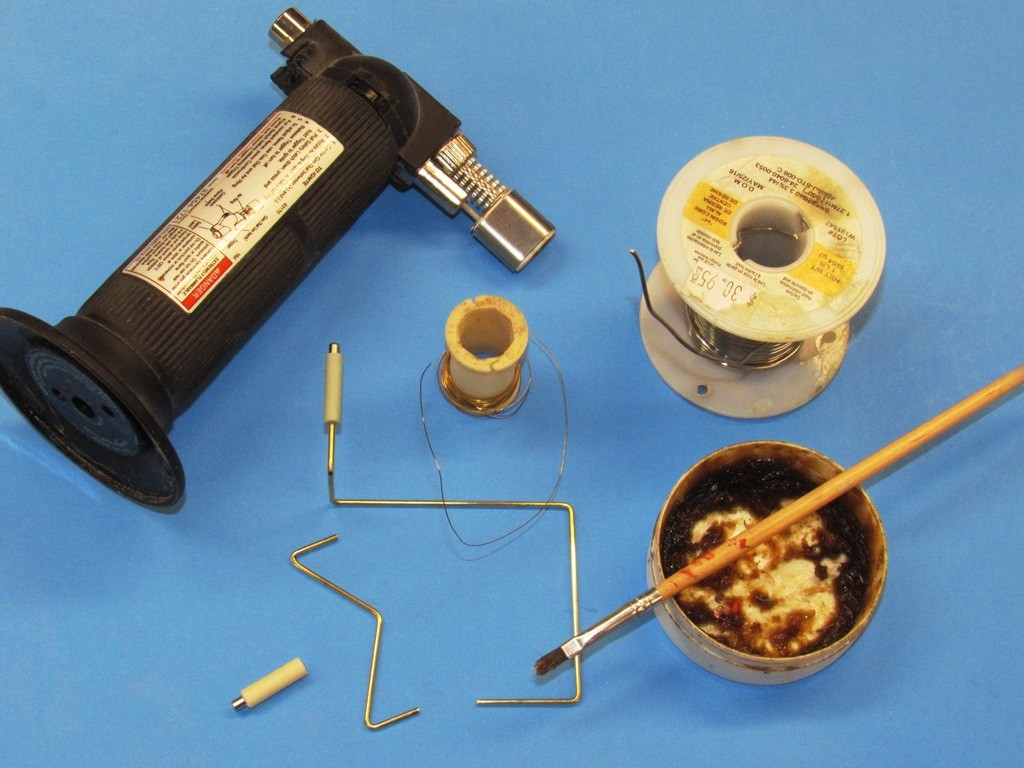
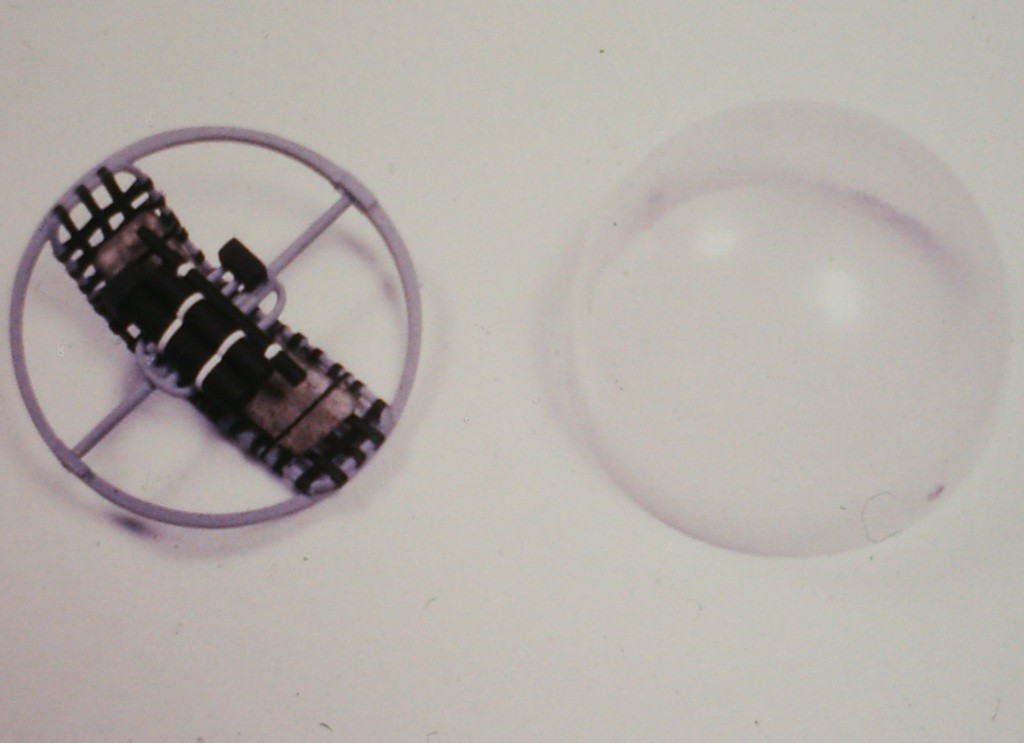
Here I’m testing a unit by injecting first air, then water. It must pass the air, but immediately block the flow of water.
Within the safety float-valve a float, with a rubber disc atop it and a weight within it will remain clear of the air passage between the nipple at the bottom and the nipple at the top of the device. However, should water get into the safety float-valve, the passage is blocked, keeping water from getting into the dry space of the SD/MSD.
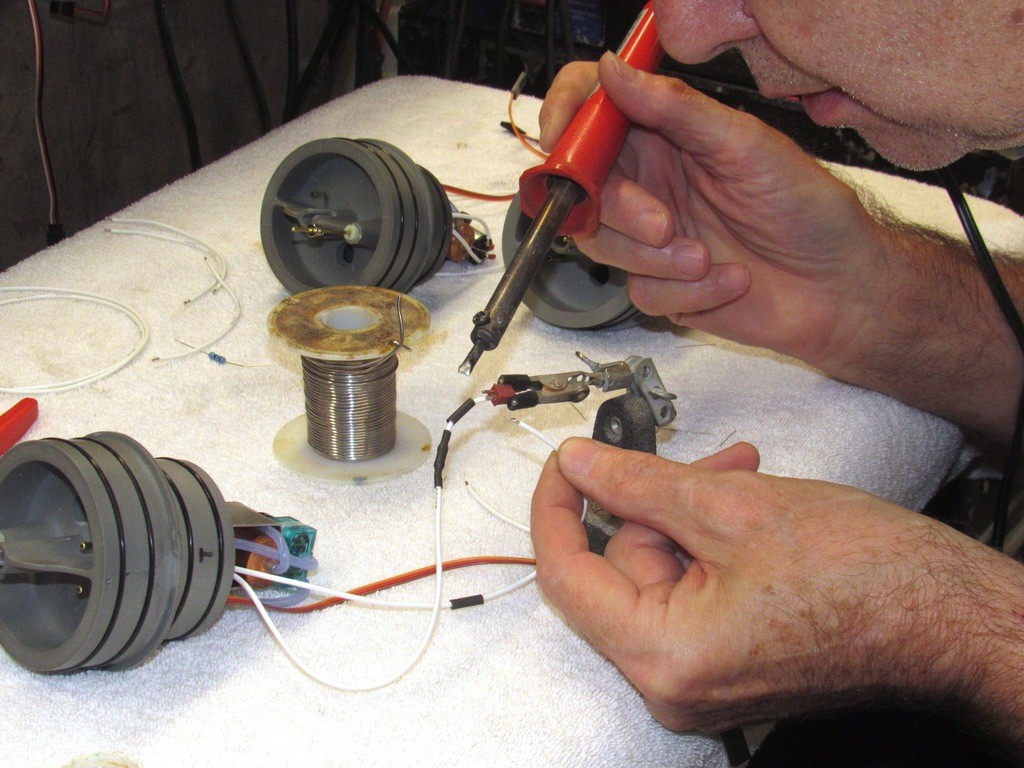
The body of the safety float-valve is formed from a short length of copper pipe and two copper caps. The lower cap is permanently soldered in place; the top cap is removable for servicing and is secured and made watertight with RTV adhesive. Here I’m cleaning parts for soldering. The end-game: I’m holding a completed, ready-for-issue unit.
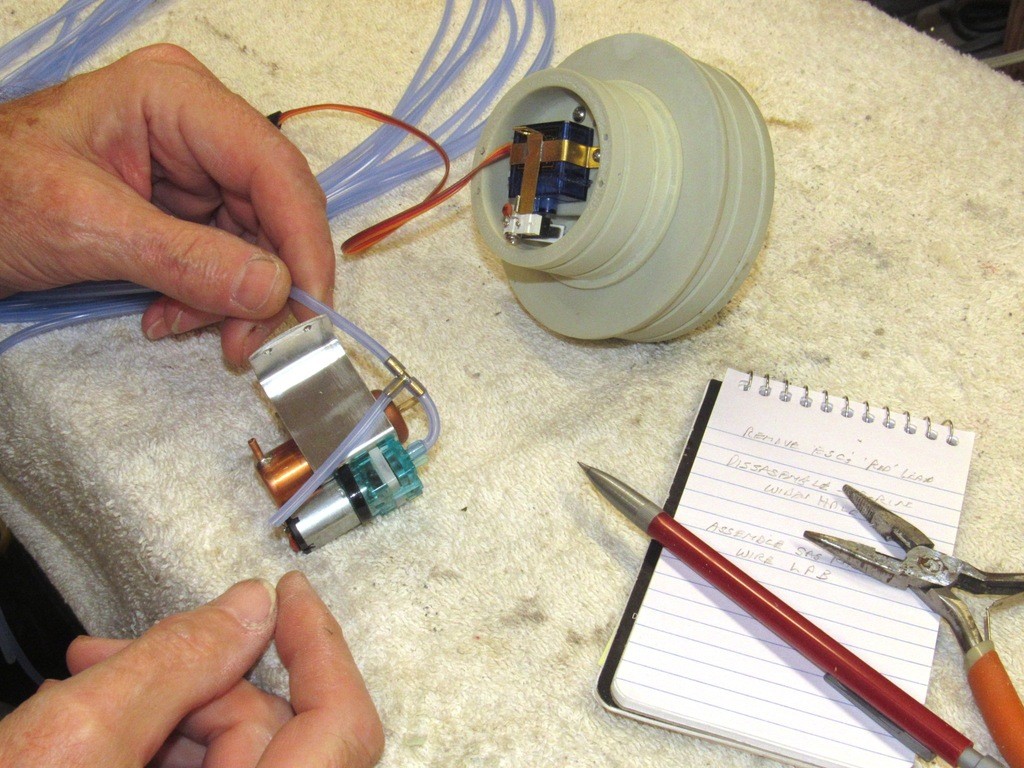
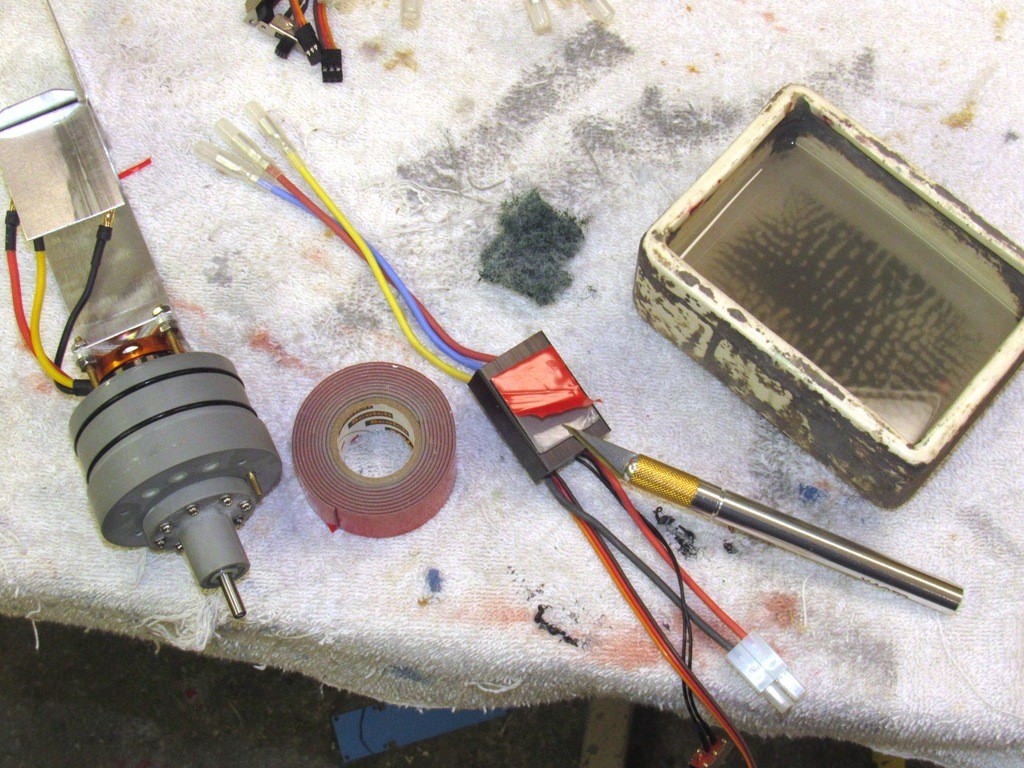
The air-pump used to discharge the ballast water is this small diaphragm pump, modified to make it suitable for handling water as well as air – if, and when, water gets into the induction line (and it will!!) I don’t want any of it to get out of the pump and into the dry spaces of the SD/MSD. The elastic elements of a diaphragm pump prevent ‘water hammering’ of the mechanism should it encounter a non-compressible fluid. Though technically described as positive displacement type pumps, because of their slight ‘give’, the diaphragm type will move water or air with great enthusiasm and without hammering itself to death.
Each pump -- I revert to submarine-speak and call them Low Pressure Blowers (LPB) – had its rubber seal, which isolates the pump workings from the pumps surroundings, mashed tighter within its housing through a few modifications of the assembly. This work to insure no water leakage past the pump body and into the dry space.
Each modified LPB was then subjected to about 15 psig of water pressure at the discharge and induction sides of the pump and the pump body examined for water leakage past the seal.
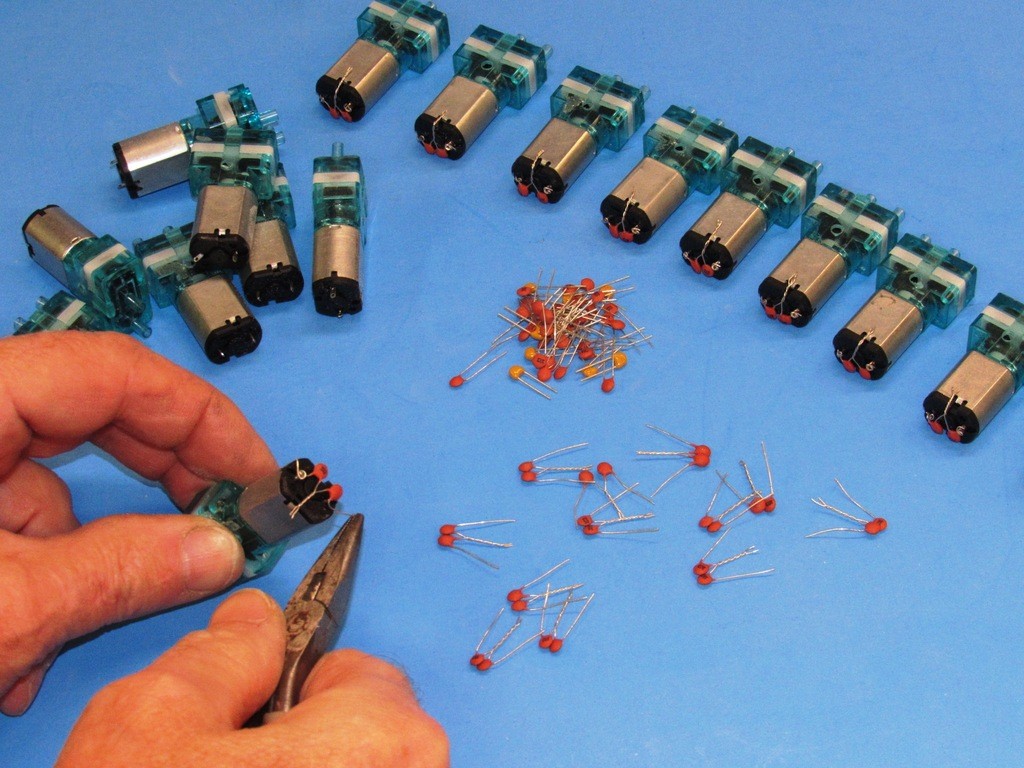
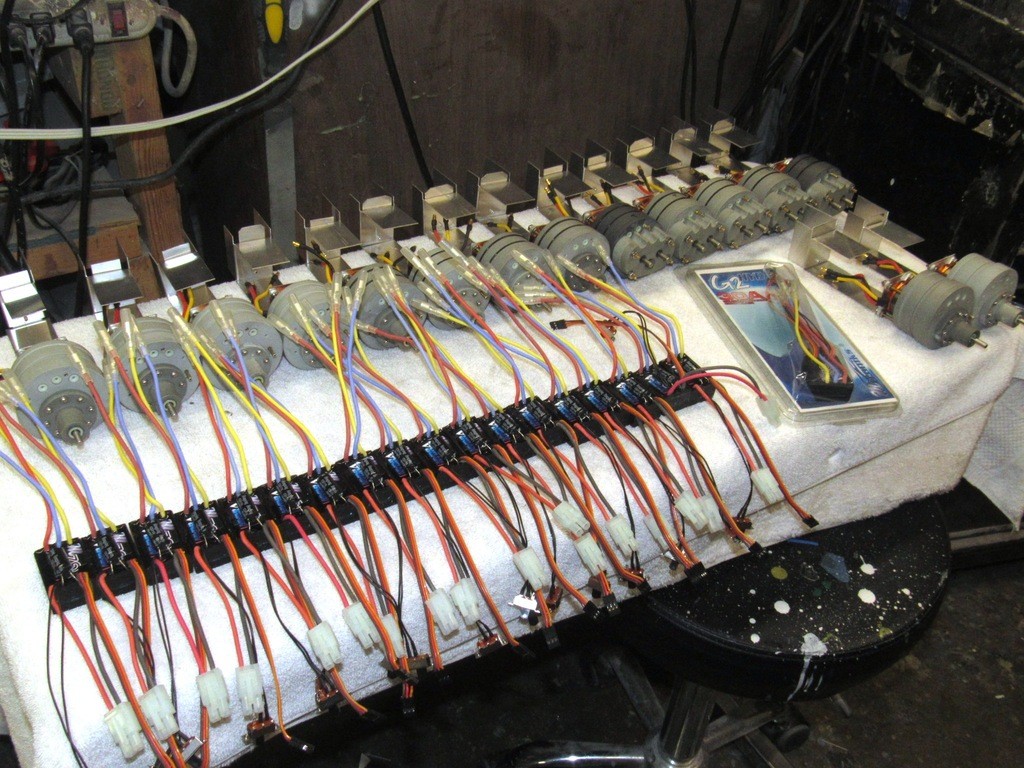
Once a LPB had passed its leak-check it was then outfitted with two spark-suppression .01 micro Farad capacitors. Electronic ‘noise’ within the tight confines of an r/c vehicle has to be avoided; spark-suppression of brushed motors and switches is a necessity.
Final check of the LPB’s was to spin the motor under load (dead-header test), followed by an affirmation of correct discharge rate. At this point I declare the units, ready for issue.
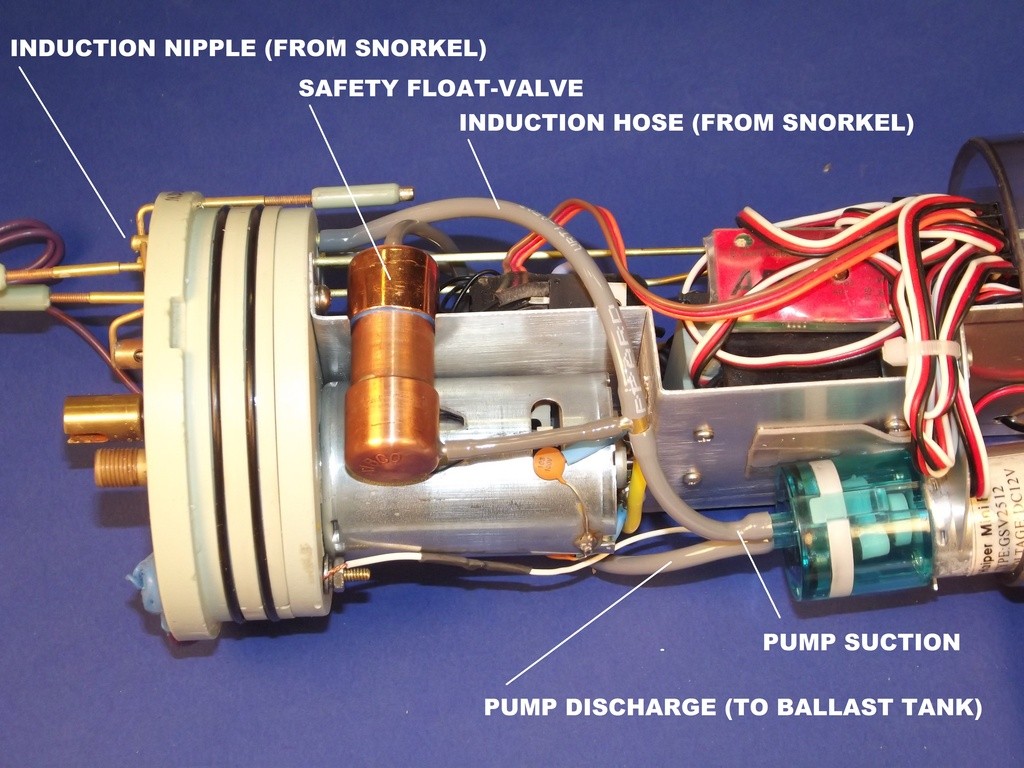
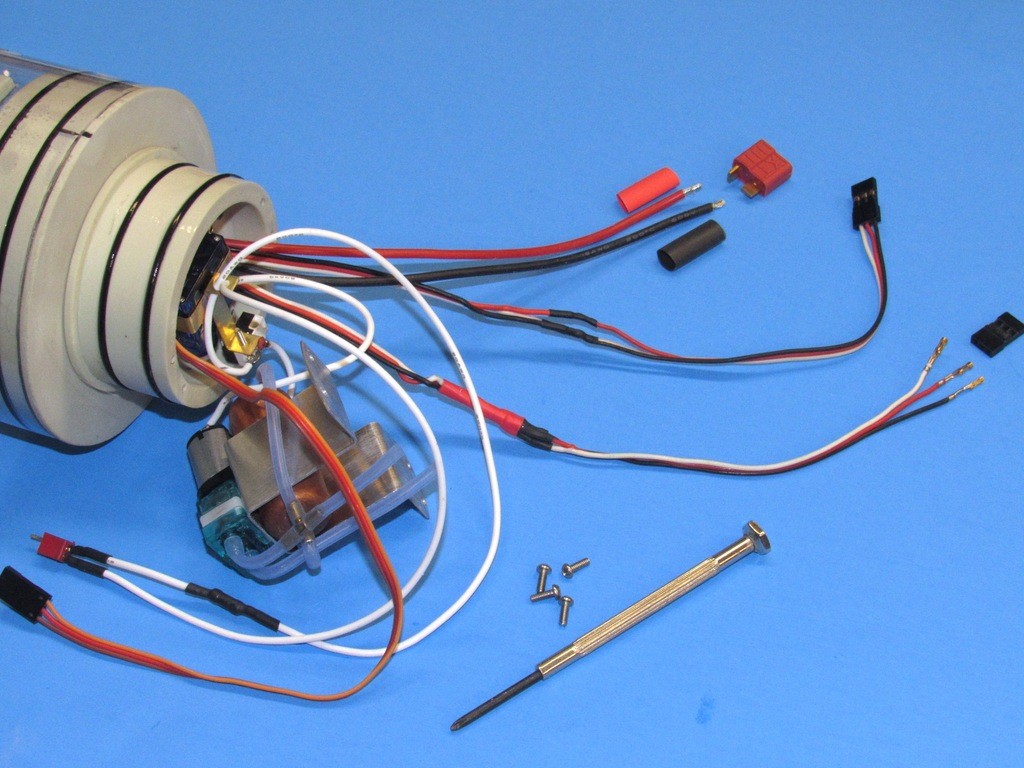
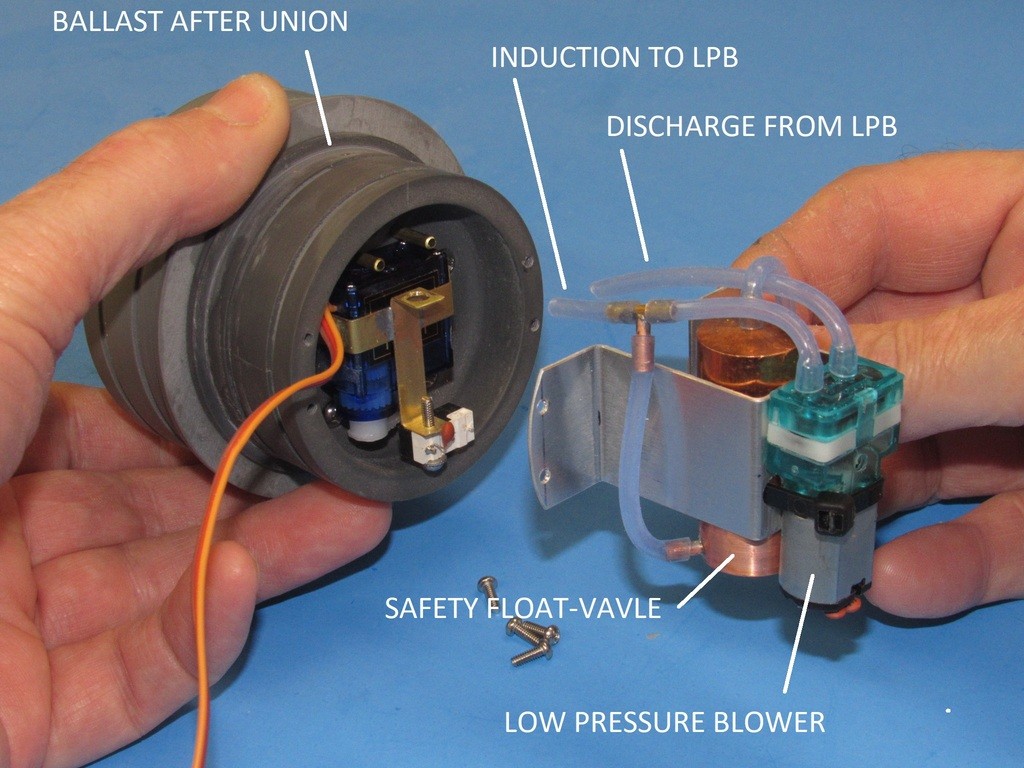
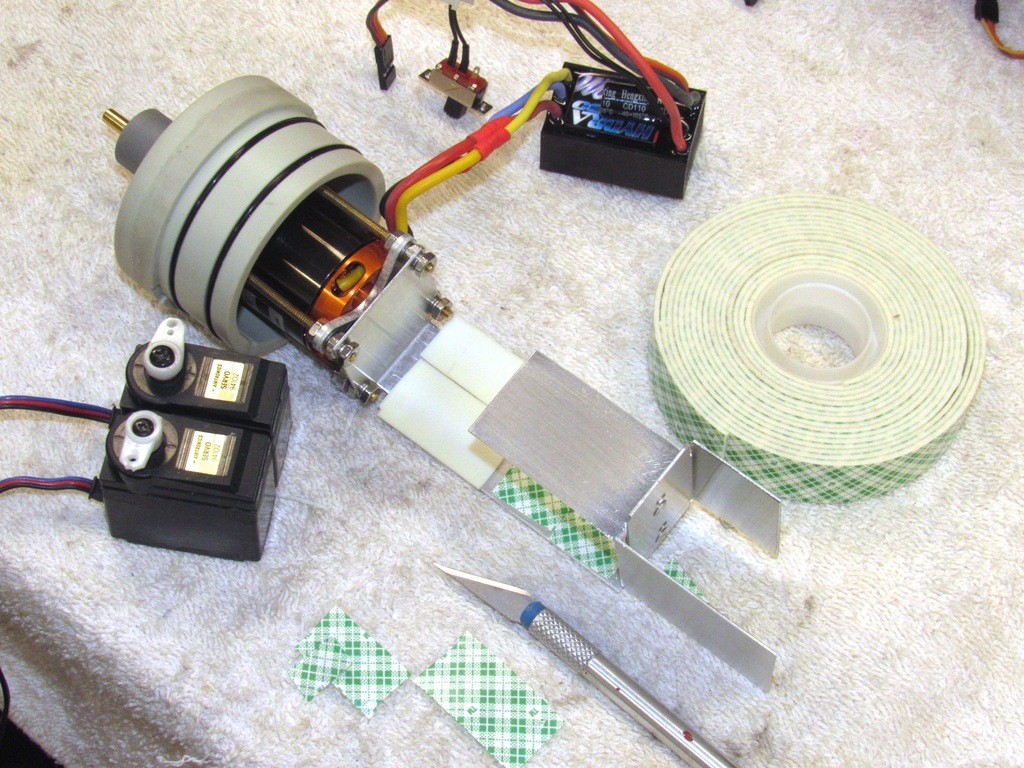
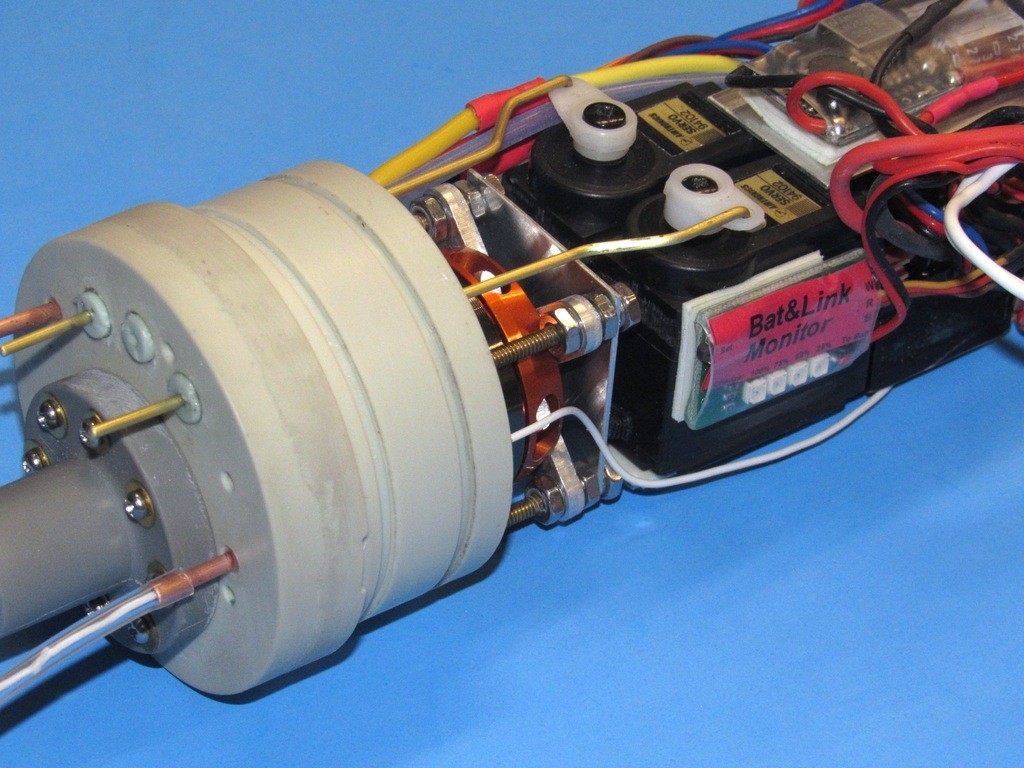
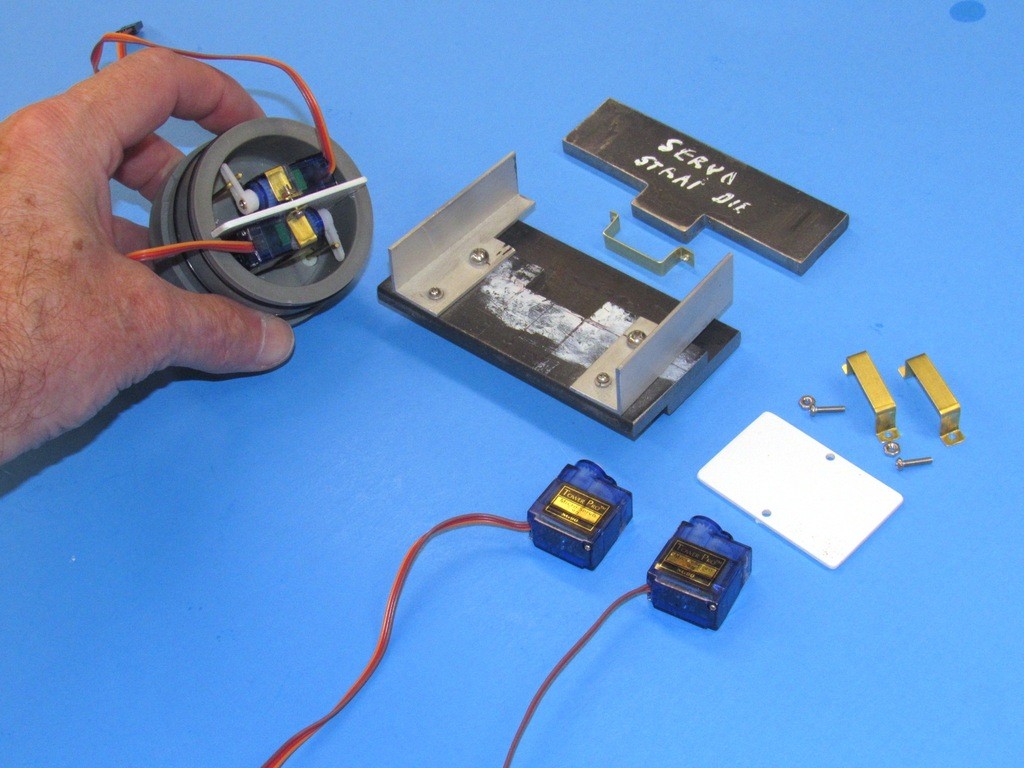
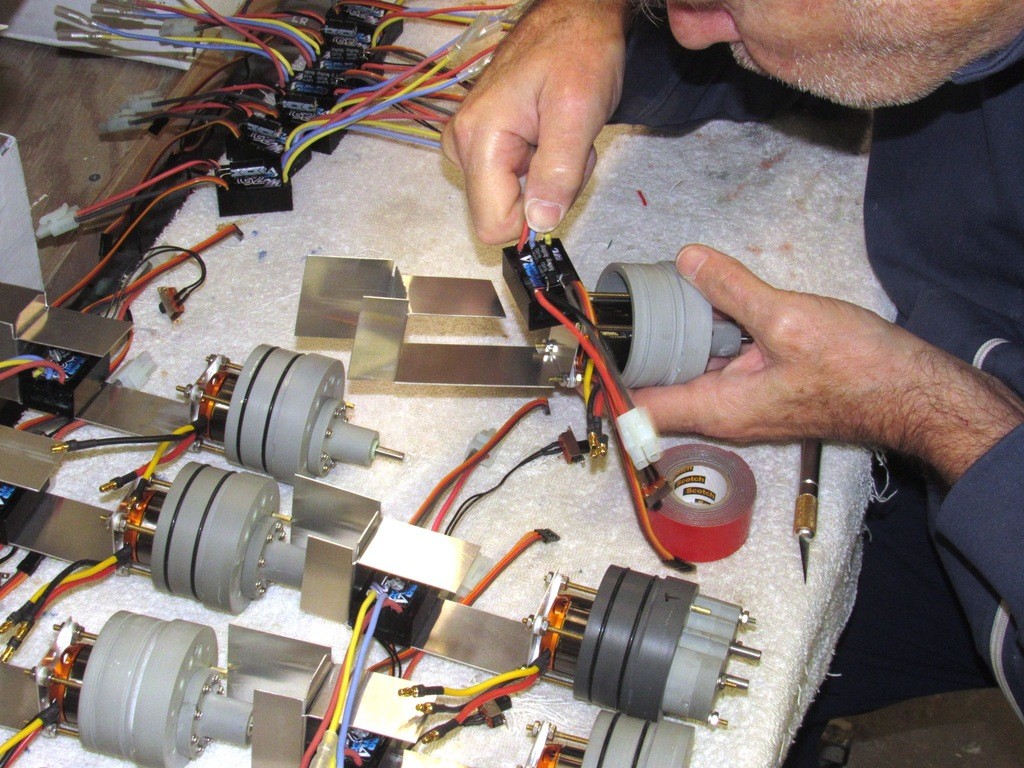
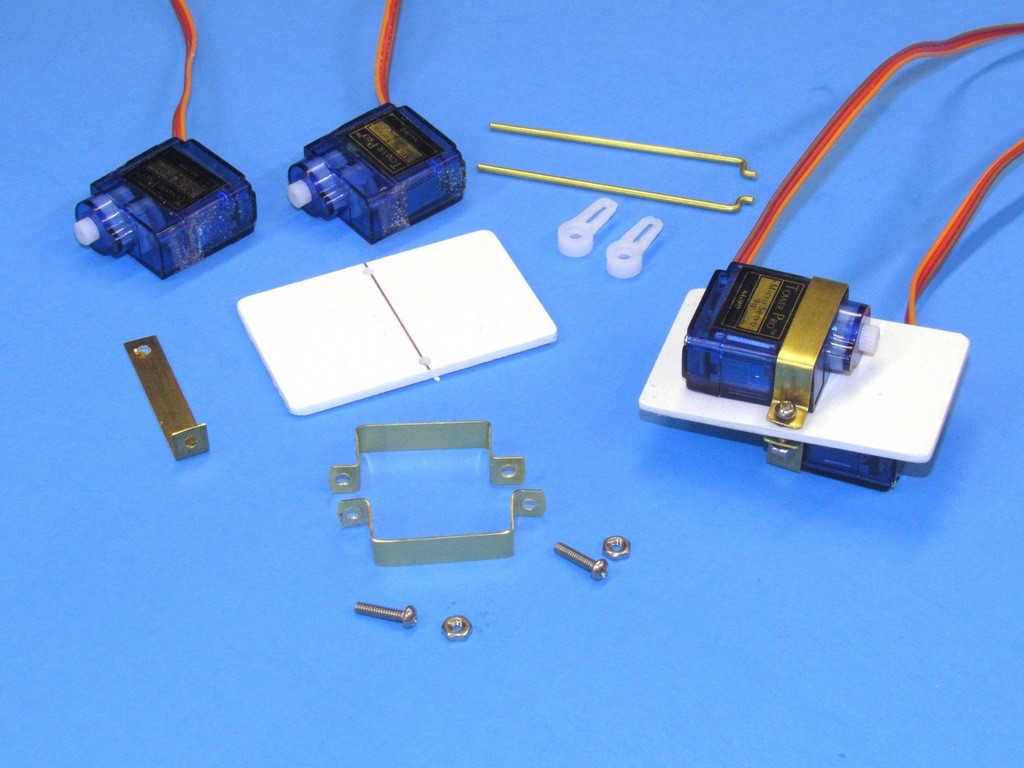
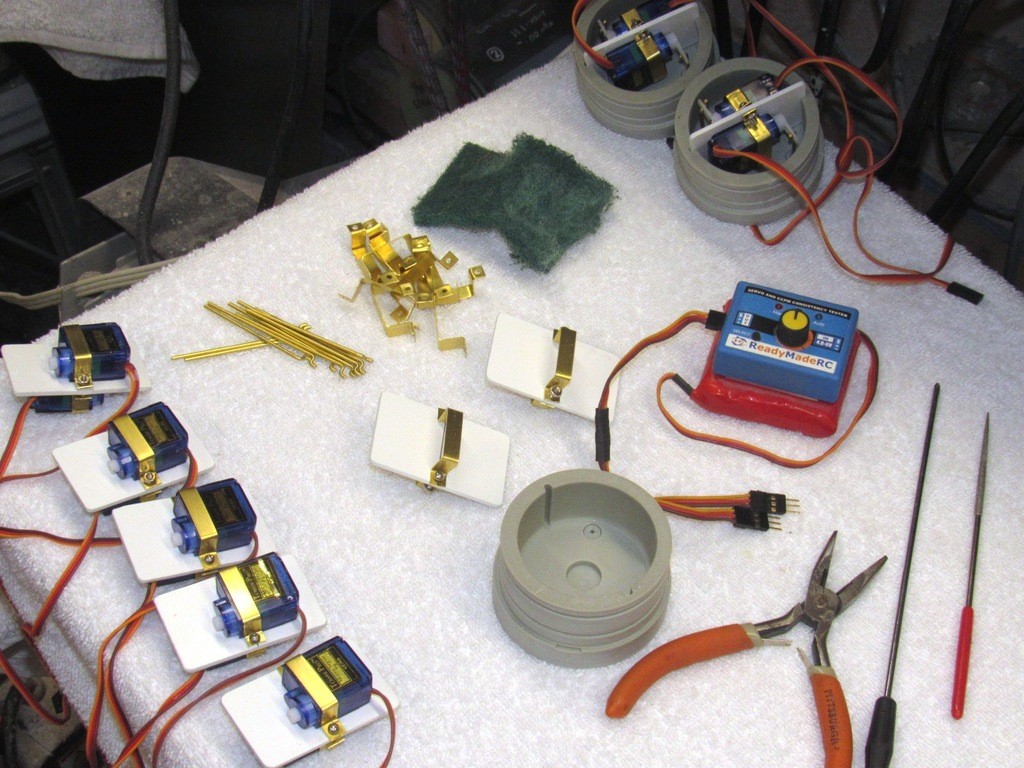
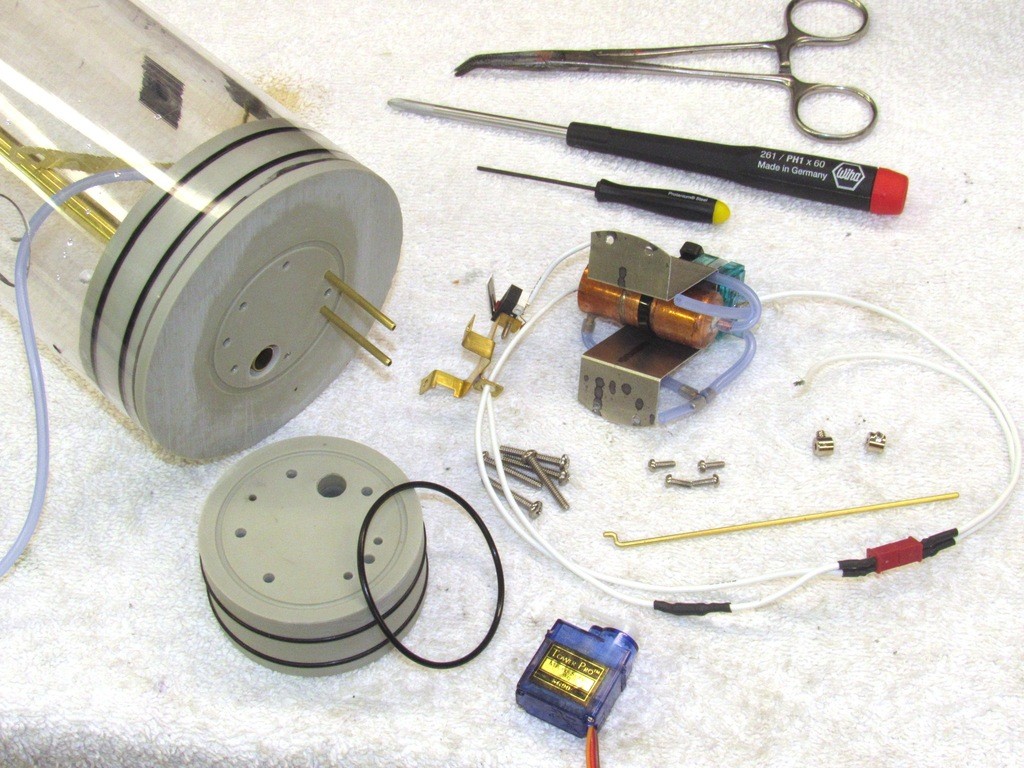
The new MSD design has greatly streamlined the integration of the SAS elements. Here you see a typical MSD ‘after ballast tank bulkhead’, or ‘union’ along with the fasteners that hold things together, servo, linkages, LPB switch, safety float-valve, plumbing, and LPB.
Unlike the earlier SD with its many externally running hoses, nipples and manifolds, the new MSD’s SAS plumbing is all internal with only the flexible induction hose running from the system to the snorkel head valve located high up in the submarines sail.
The union is of two-piece construction which permits me to mix-and-match different diameter lengths of Lexan cylinder. This particular union provides interconnection between a 2.5” diameter after dry space cylinder and a 3” diameter ballast tank cylinder.
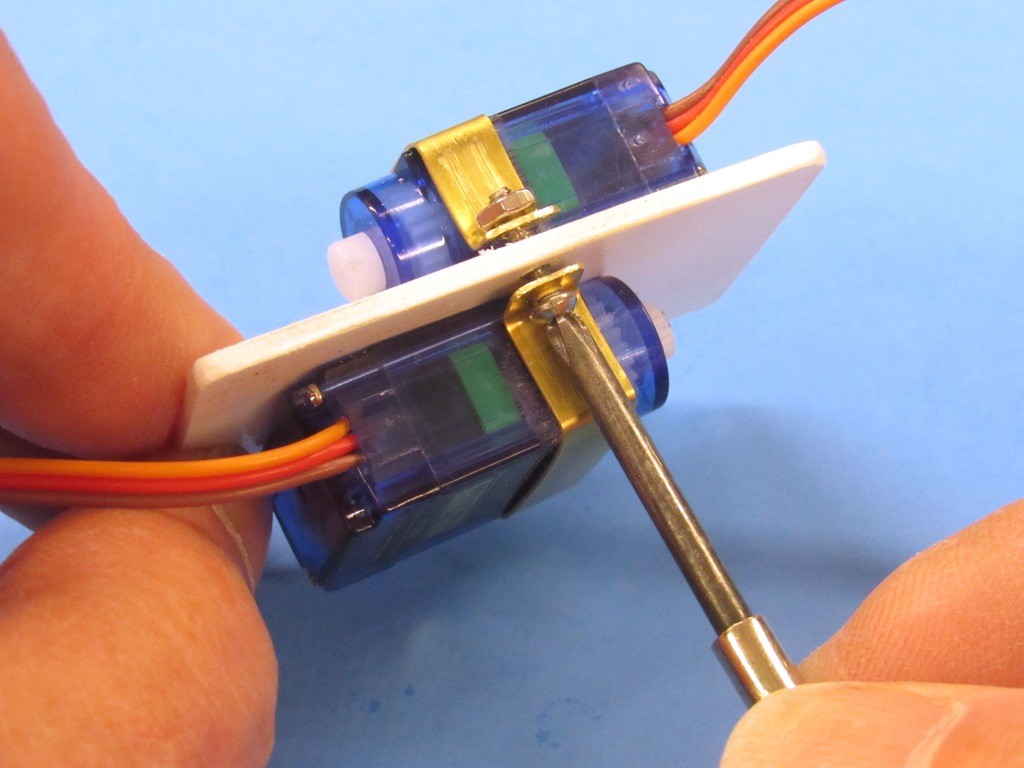
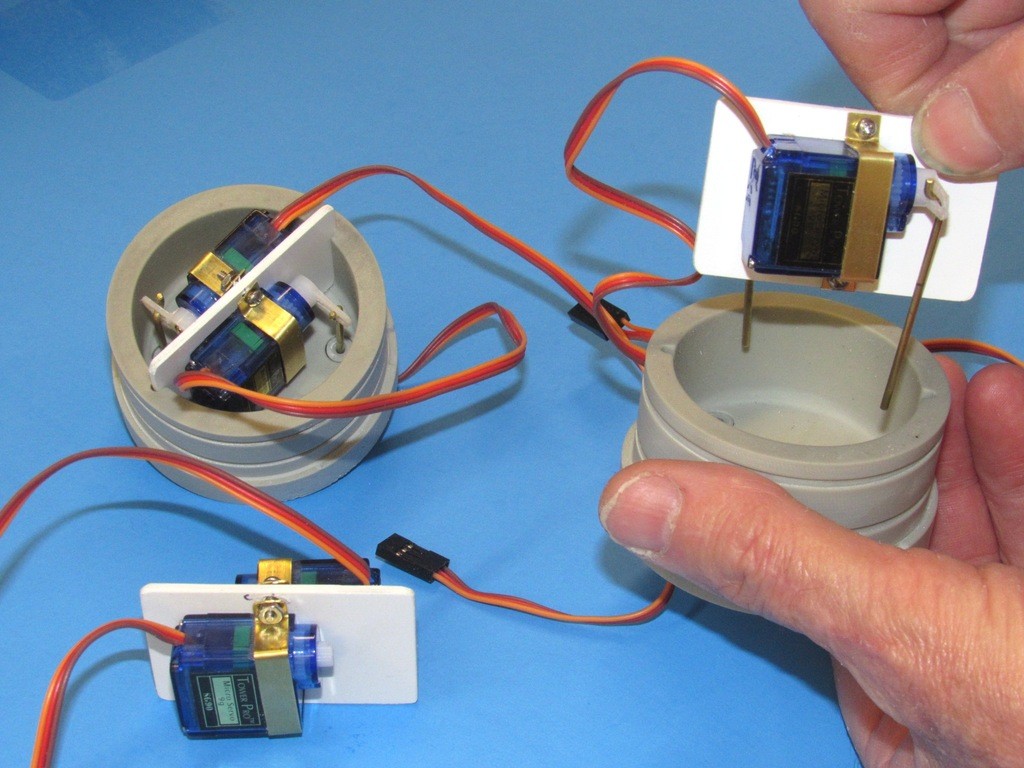
After assembling the two union halves the ballast sub-system servo – that opens and closes the ballast tank vent valve as well as activating the limit-switch that turns the LPB on and off – is strapped in place. The servo pushrod passes into the ballast tank through a watertight seal and works the linkage that opens/closes the vent valve atop the ballast tank.
The LPB and safety float-valve mount, as a unit, in front of the servo. Note that the LPB induction is split between the safety float-valve and nipple which connects to the snorkel head-valve through a long length of flexible hose. The LPB discharges directly into the ballast tank.
When I got into the r/c vehicle game, in the mid-60’s, the vehicles receiver, unless it was of the super-heterodyne type suffered from low selectivity; it was most susceptible to adjacent frequencies, ‘electrical noise’ and unwanted RF from other devices in close proximity to the receiver. Back in those days, when dinosaurs still roamed the Earth, all electrical and electronic devices within the model airplane or boat had to be well distanced and spark suppressed if any credible range was to be achieved between transmitter and receiver. The devices could not be packed in close proximity to one another; the inverse square law was (and still is) your friend.
Flash forward to today: We are now using receivers that not only feature very selective detectors, and the signal they are tuned for is ‘processed’ to weed out both external and internal RF energy not emanating from the controlling transmitter. And it is these advancements in receiver technology – and the introduction of brushless motors, servos that are suppressed at the factory and other device improvements -- that permits dense crowding of electrical and electronic devices within the tight confines of a SD or MSD.
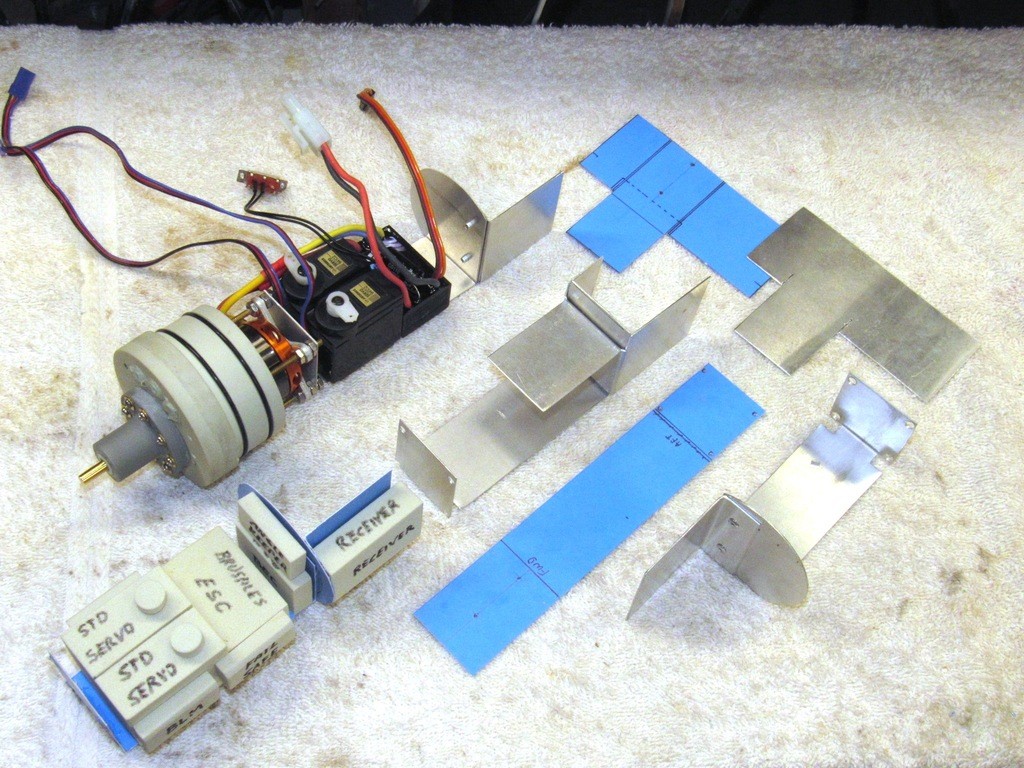
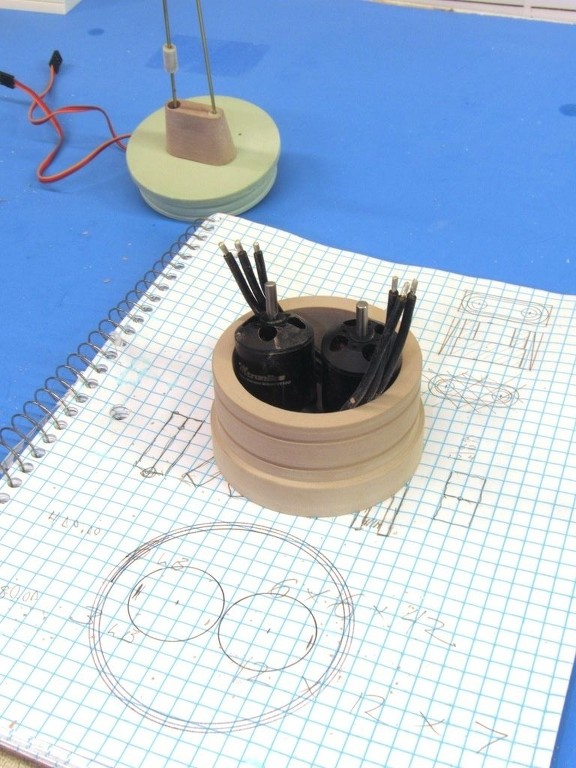
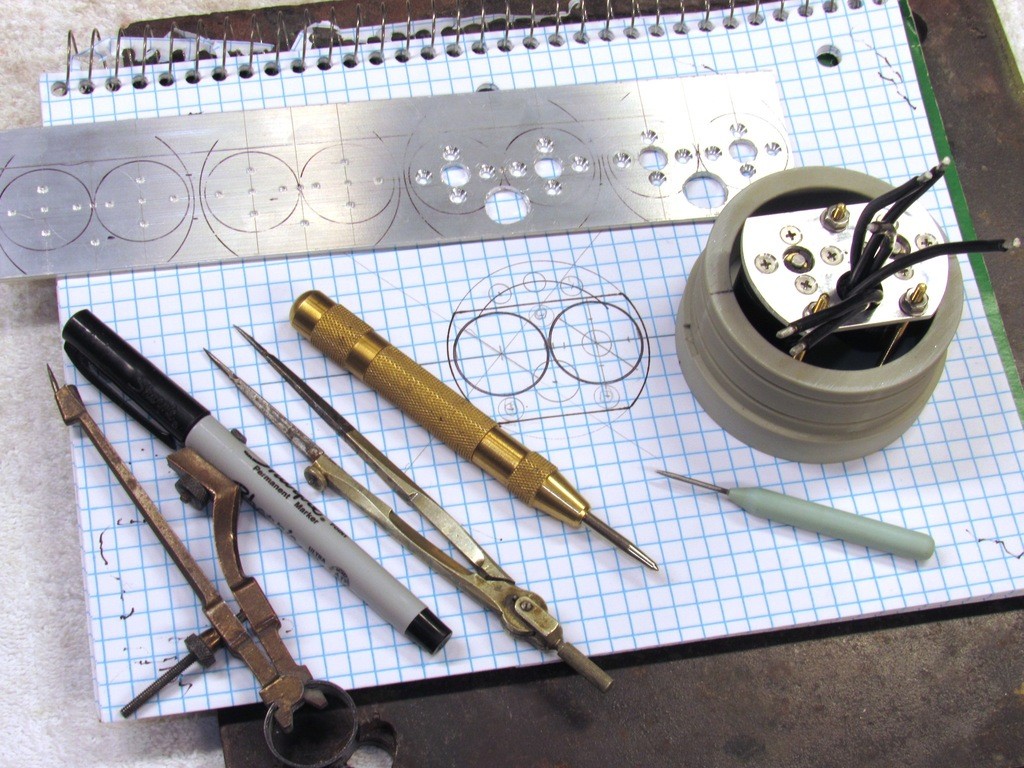
Once I had settle on a rational placement of the devices within the after dry space I set about designing and proofing a means of mounting those devices within the cylinder. The eventual foundations would be fabricated from .031” thick aluminum sheet, in the form of trays and circular bulkheads. Sheet metal work 101. Of course, it did not go according to plan.
Good practice: Before committing to the metal one should first mocked-up the foundations using cardboard cut with knife and scissors – easy to work with and easily modified as problems of fit and placement were resolved. I started with an initial cardboard template, and from that marked out a cardboard mock-up; that mock-up to affirm fit within the after dry space.
I took advantage of the motor mounting studs, using their forward ends to make a four-point attachment to the after vertical face of the eventual device foundations.
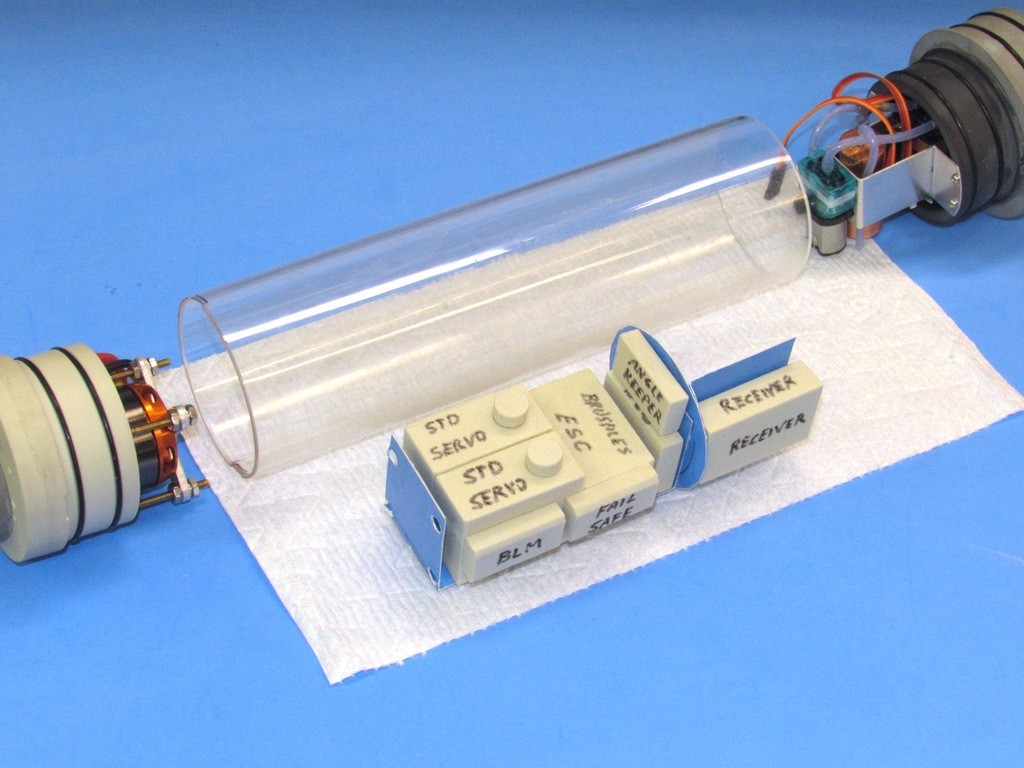
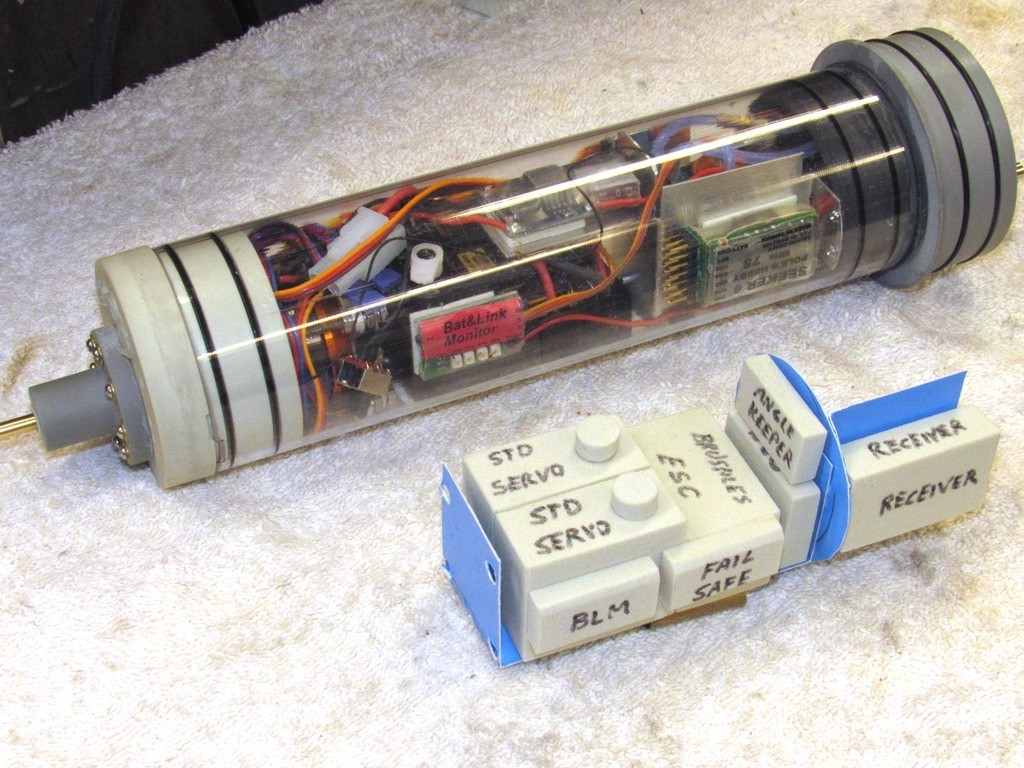
Once I had constructed the cardboard foundation mock-up and worked it – along with the template – to fit the cylinder, I quickly shaped scrap pieces of 20 lbs. RenShape to stand in for the actual devices that would eventually populate production MSD’s. I make it a practice to slightly over-size stand-ins like this to account for mounting tape, leads, heat-shrink wrap, and other unaccounted for obstructions. In other words: if I can get the stand-ins to fit, I won’t have any trouble getting the actual devices to fit.
IDIOT!
Nothing revolutionary here in the design process; shipyards have been doing this ‘try it before you buy it’ mocking up for centuries. I don’t invent ideas. I steal ideas (but, only the good ones). Though, sometimes I don’t apply those ideas very well.
The MSD will accommodate five servos. On in the after ballast tank union, two at the forward end of the forward dry space, and two back in the after dry space – the space I’m working up the device foundation for.
As this size MSD is for the intermediate-to-large size r/c submarines we wanted those two after servos to have the ass to move substantially sized control surfaces, so I sized the servo stand-ins to represent ‘standard’ sized servos. Sure, they’re big bulky things with a substantial foot-print. But, what’s a guy to do? Once those stand-ins were in place there was precious little real-estate left for the other device stand-ins.
And this brings us full-circle back from my observation about the ability of today’s receivers to tolerate other electrical and electronic devices in close proximity without being swamped with RF ‘noise’. The packaging illustrated here would have been impossible back in the 60’s! Some things do improve with age.
But will the organized chaos fit?.... Hell no!
Well … what worked in mock-up, did not work when I started to mount the actual hardware. Servo leads got in the way; the receiver pin array stood too proud and would not fit the narrow slot I had initially assigned for it. Little things like that, not accounted for in mock-up spilled all the beans. A re-think of how things would be arranged was in order, on the fly. Chaos management 101.
And this, boys and girls, is why you test fit before committing to a permanent install.
This is as far as I got with the real-deal install: the two big ‘standard’ sized servos and that rather chunky Mtroniks brushless motor ESC. I found that the forward end of the aluminum foundation was not getting it done. The vertical attachment to the motor mounting studs was good, as was the long running horizontal base. But the forward, starboard plate, where I planned to mount the receiver was too tight a fit. So the forward end of the foundation needed a re-work, and I had to find a new home for the receiver – I elected to raft it over the ESC.
A little sketching to skull out the new forward area of the foundation and in no time I had my plan-B. A little sheet-metal-thinking-on-paper and it was worked out that a single piece of sheet could be bent to produce the receiver raft, as well as two vertical faces to mount the smaller devices. Origami for idiots!
From brain, to sketch, to template, to laid-out sheet aluminum, to band saw, drill press, and mini-break.
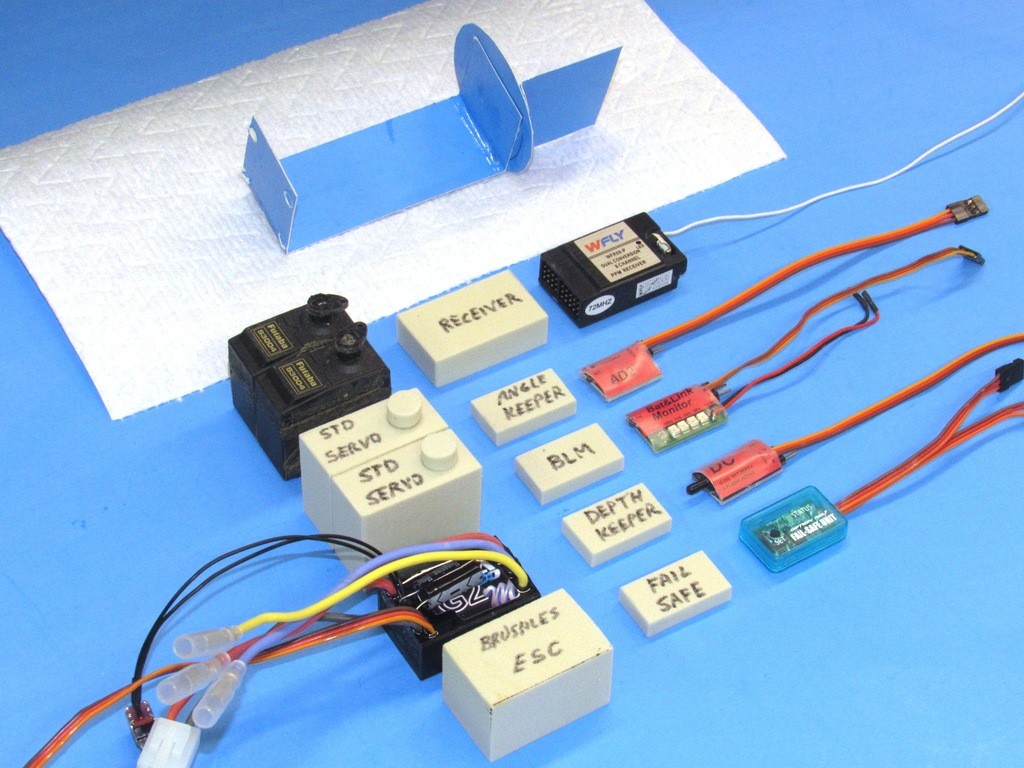
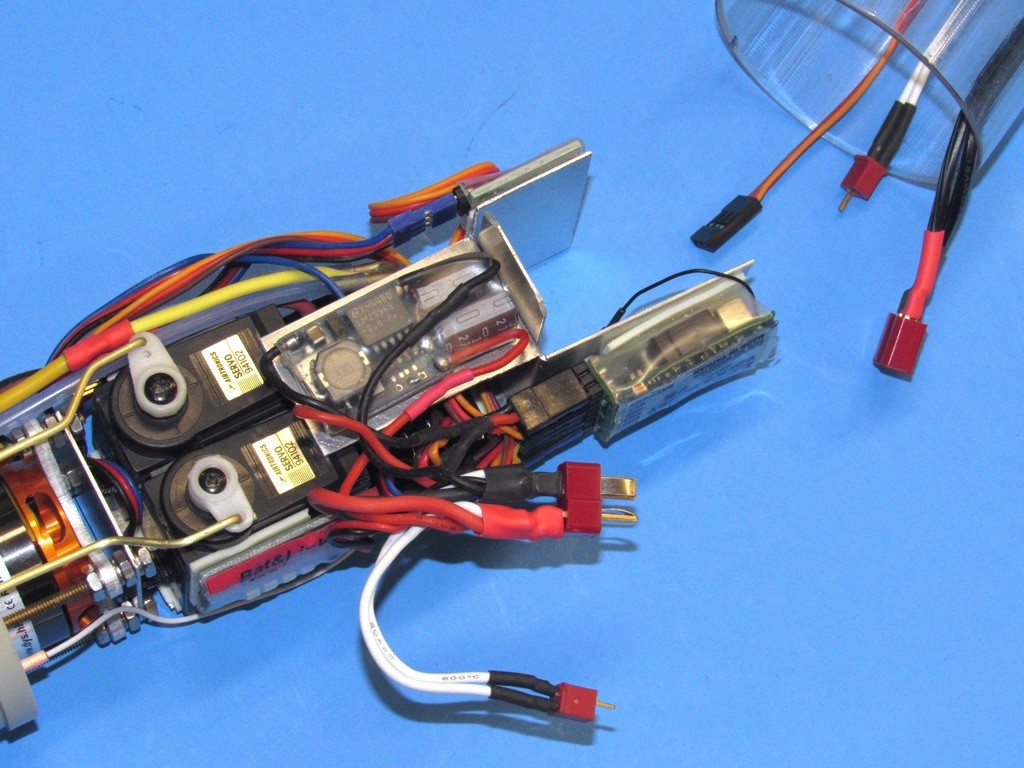
The electronic devices within the cylinder are commercial products with leads usually longer than required to reach the receiver. Aboard the Modular SubDriver the receiver is the nexus from which most propulsion, control, and ballast sub-systems receive their intelligence.
To get everything to work as a system its good practice to first arrange all the electrical and electronic devices outside of the very cramped MSD and get things operational. Problems are identified and corrected easily at this stage and some of the setup protocols performed. Some setup tasks have to be differed until the devices are installed within the MSD.
Longer than necessary leads within the tight confines of the cylinder not only makes for a messy arrangement, they also act as antennas that capture spurious RF energy and pump it into the receiver where that noise could swamp out the transmitted signal.
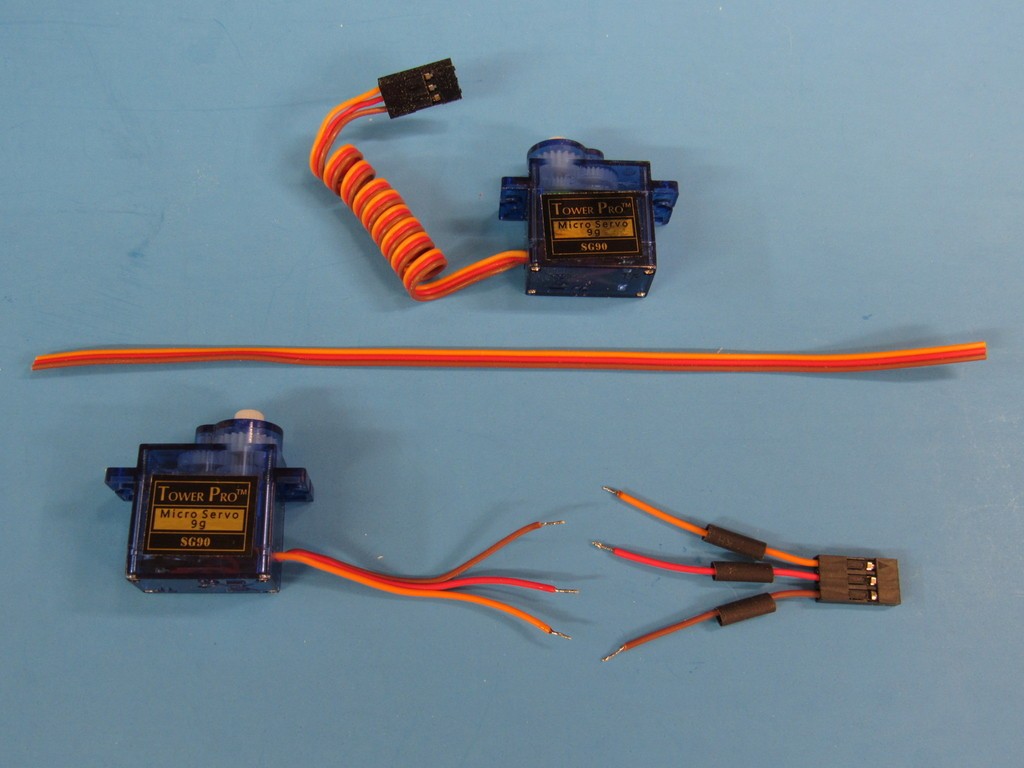
Long leads bad.
Short leads good.
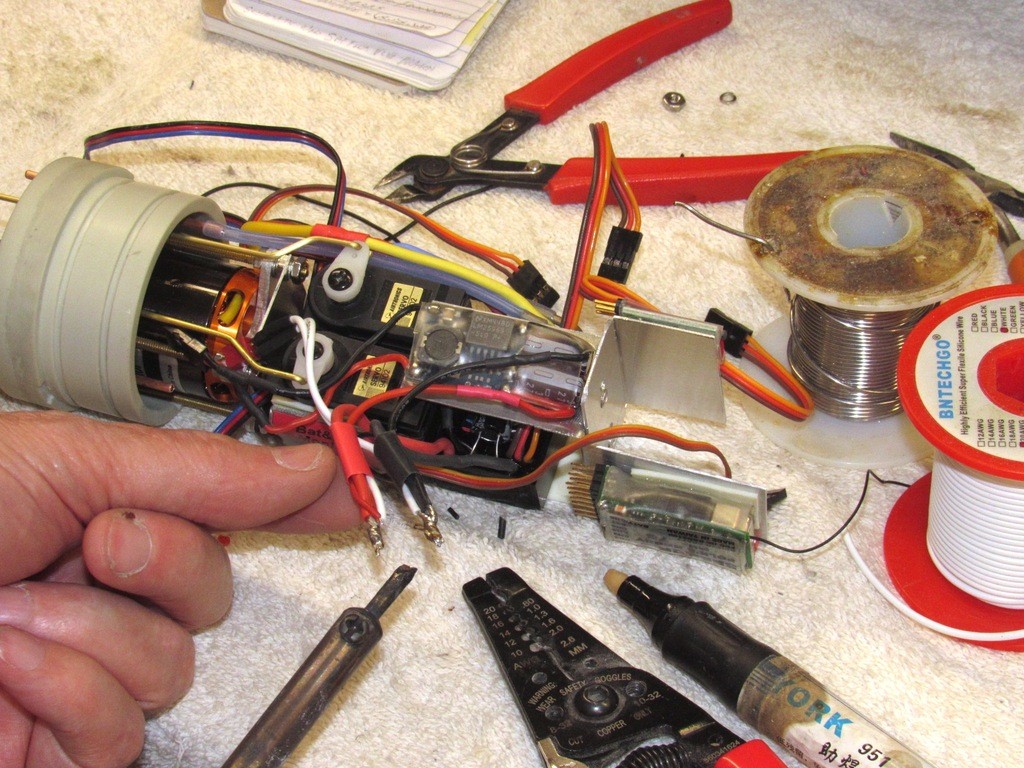
Each lead is shortened but for a little slack to alleviate any strain on the wires, plug and PCB. Getting rid of all that spaghetti makes for a much tighter assembly within the cylinder and greatly reduces the possibility of RF noise causing self-glitching.
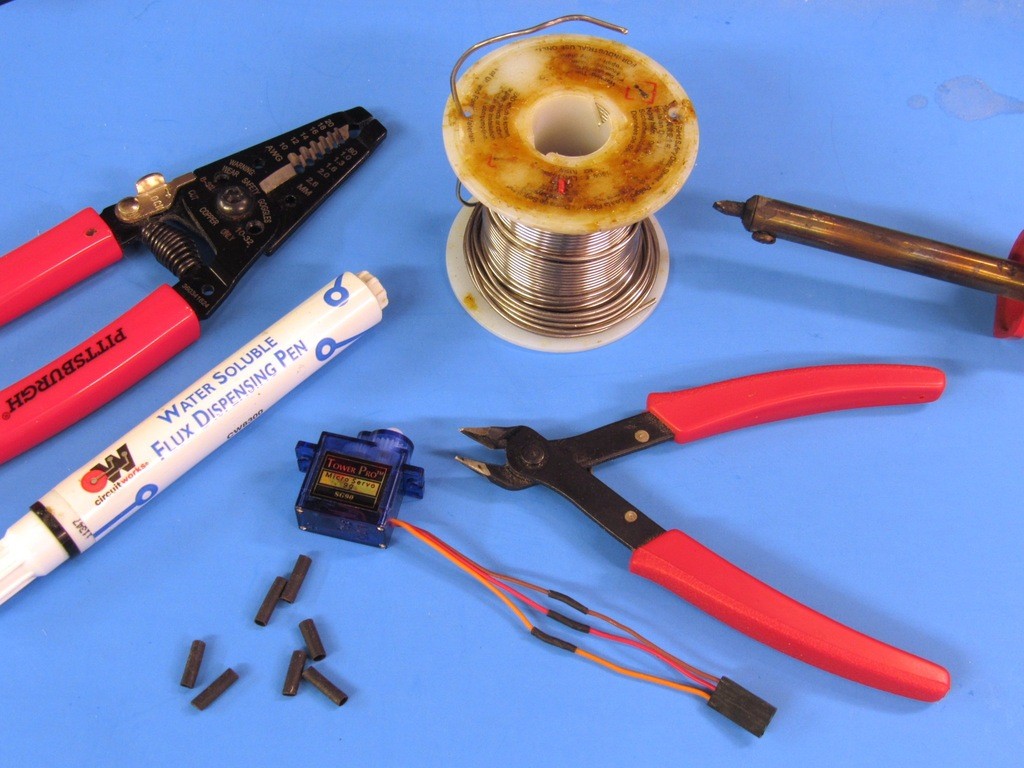
Dykes, wire-stripers, solder, 25-Watt soldering iron, non-acid flux, heat-shrink tubing, and patience, outside door secured so that screams of rage don’t disturb the neighbors, and the leads are sized to suit the devices distance from the receiver.
Gathering, testing, programming, and integrating the electrical and electronic devices – wrangling all the magic gizmos that make the damned thing work, are tasks I loathe doing; these aspects of r/c model submarine building and operation interest me not in the slightest!!!!
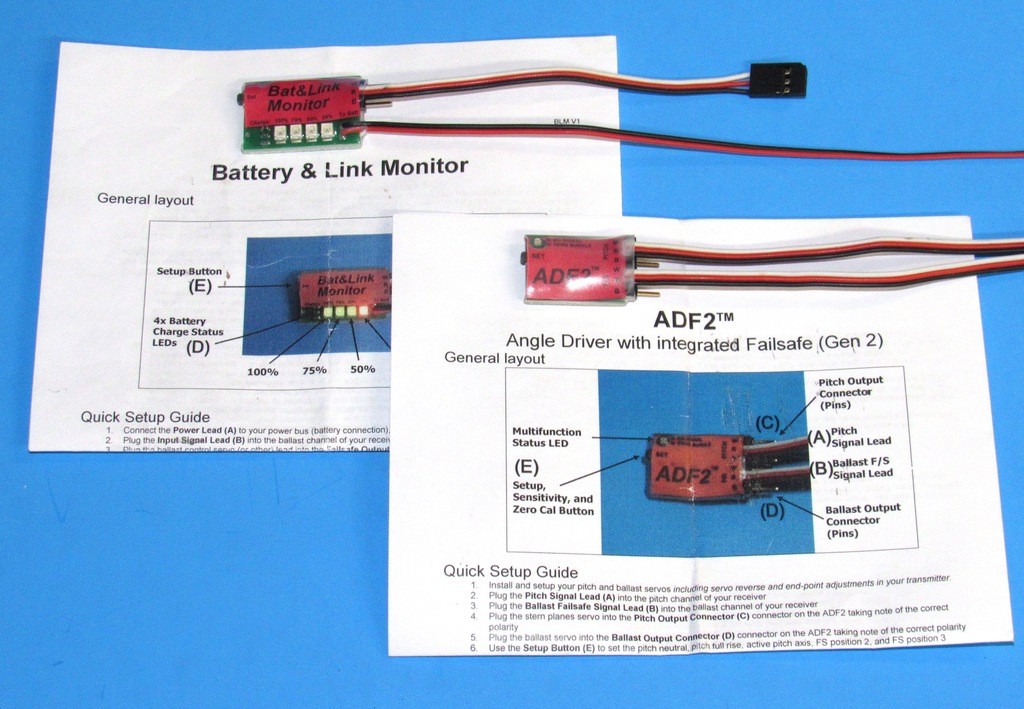
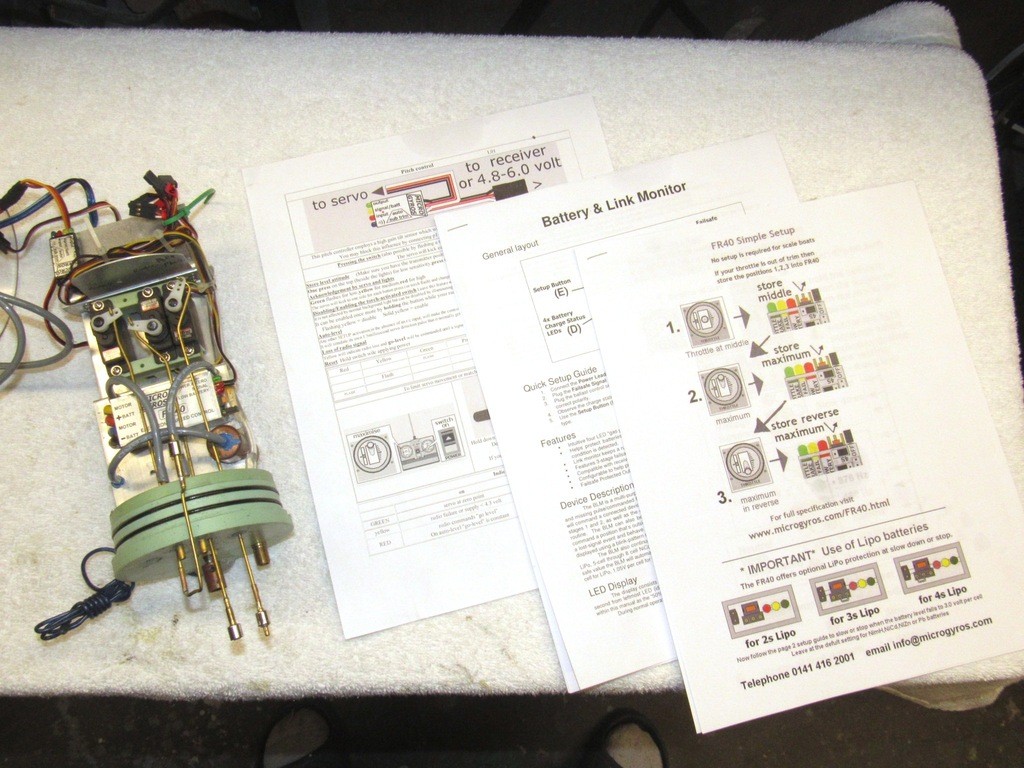
I’m competent enough when it comes to donkey-work like hooking up receiver to servo or ESC, that basic stuff I can handle, any moron can do that! BUT, what frosts my butt; what drives me nuts; what sets my hair on fire, is the task of ‘setup’ of the two devices unique to r/c submarines: the Battery Link Monitor (BLM) and Angle Driver (AD2).
I’ve read and re-read the instructions and simply cannot get a setup to work right the first time. To be fair to the product, I can think of no better word description than what Kevin has authored in the instructions.
Apparently I’m not wired to translate written instructions into the perfectly choreographed button-pushing, and transmitter stick twiddling actions needed to get the devices to talk to one another in a civil manner. I NEVER get it right the first time. But, I’m a special type of hard-head; I eventually get the damned things working right. Given a choice between chewing broken glass and setting up these devices I would have to think about it a few moments.
I hate this shit!
Don’t get me wrong. No one on this planet appreciates the availability and utility of these devices more than me; particularly the units produced by Kevin McLeod of KMH. His devices present small foot-prints, are rock solid, and consume very little current. But, because of the sophistication of their operation and enhanced capabilities, these devices -- specifically the Battery Link Monitor (BLM) and Angle Driver (AD2) -- demand full attention as you attempt to follow the instructions. Programming is specific to the model, r/c system, and battery type. One size does not fit all.
Only r/c submarines require a device to autonomously drive the stern planes to keep the model horizontal when running underwater; and a fail-safe device to blow ballast water if the signal is lost (not a unique requirement in itself to r/c submarines), and also actuates if the battery voltage drops to a dangerous level.
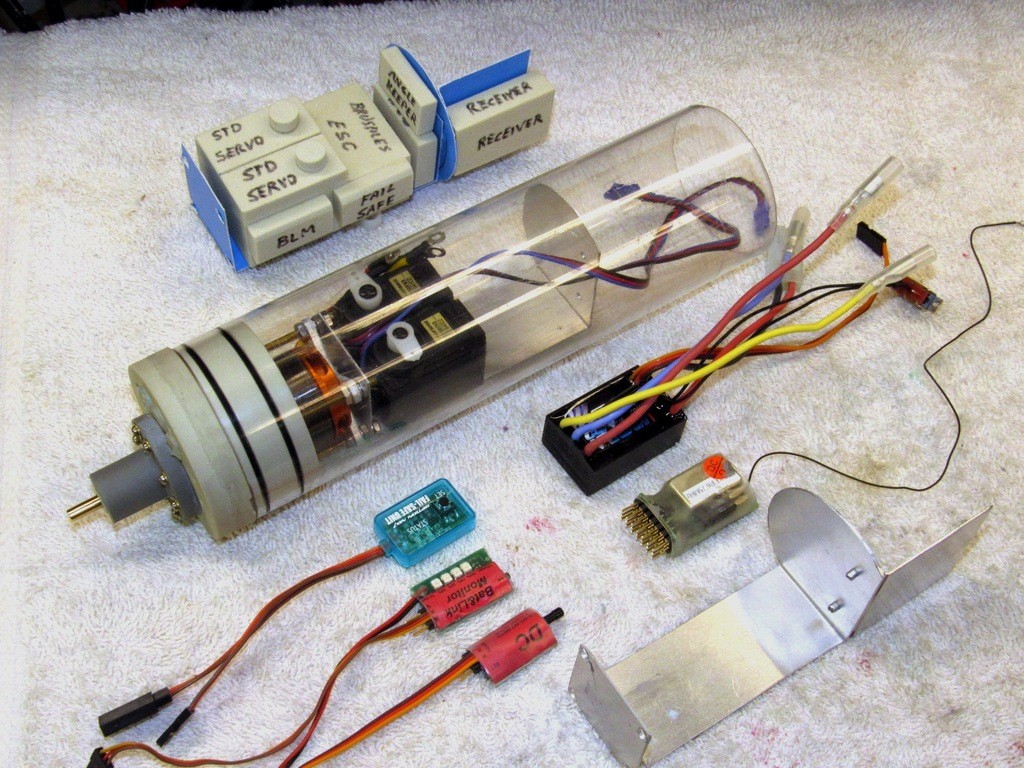
(The ADF2 pictured below is an older type that featured an integrated fail-safe circuit, but that chore is now handled by the BLM).
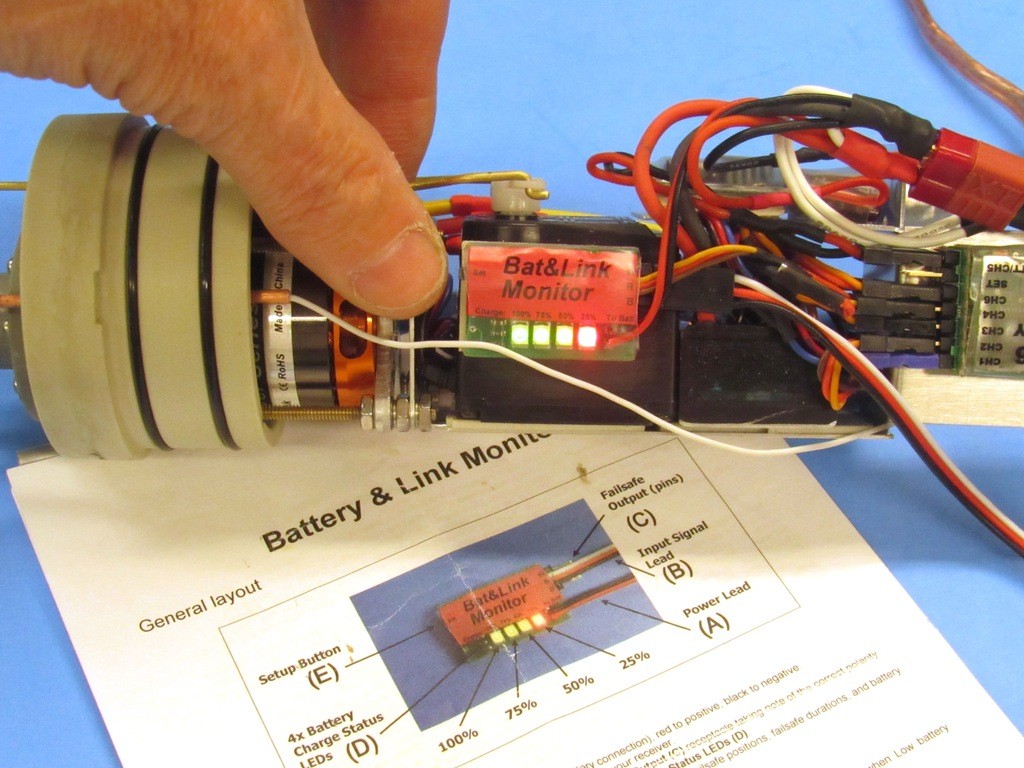
Setup of the BLM can be done before putting it into the cylinder, but if care is taken to make it assessable once mounted – you have to get at it to push the ‘set-button’ – there’s no problem programming it in situ. As you can see I’ve mounted this device on the side of the starboard (stern plane) servo.
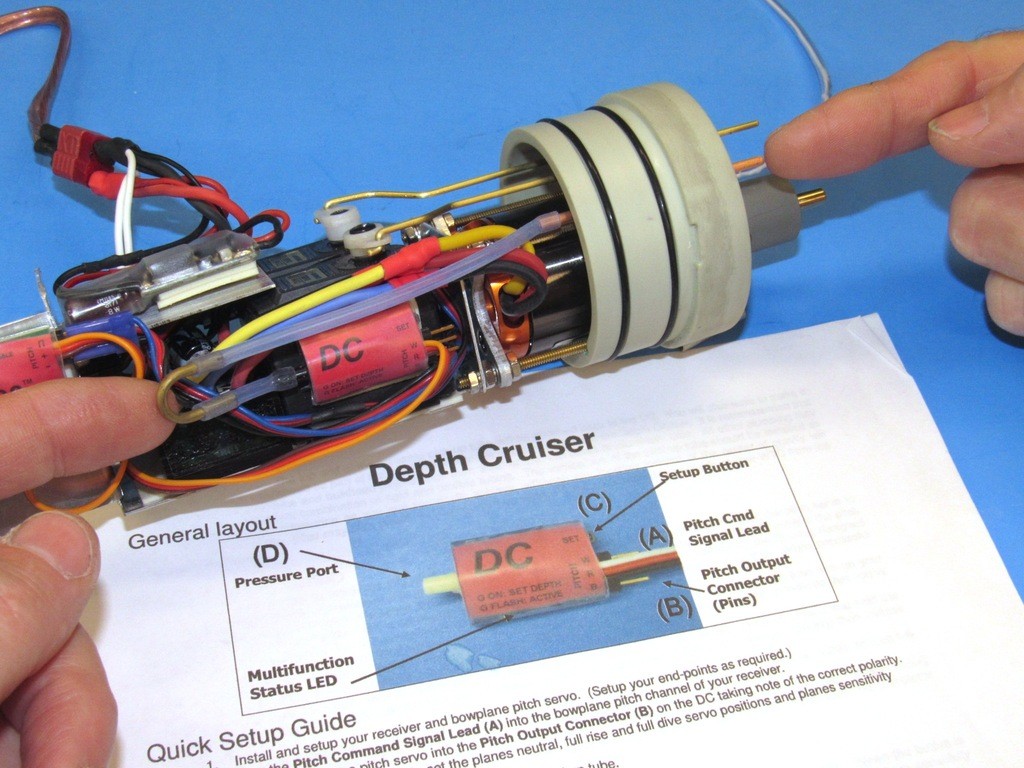
A simpler setup routine is employed to get the Depth Commander (DC) device up and running. This optional piece of gear drives the bow/fairwater planes to maintain the last commanded depth setting. It can be commanded off and on from the transmitter. Slick! This device is not vital, but something I’ve come to embrace.
You see, I’m a bit of a cow-boy when it comes to mixing it up with surface craft (targets) at the lake. The DC greatly reduces operator work-load as one weaves in and out and under the surface pukes. Much good fun to be had busting up the regimentation of a nicely arrayed battle-group.
“What? Something spooked you guys? There were collisions? You all should work on your group discipline … just say’n”.
RHIPMF’s
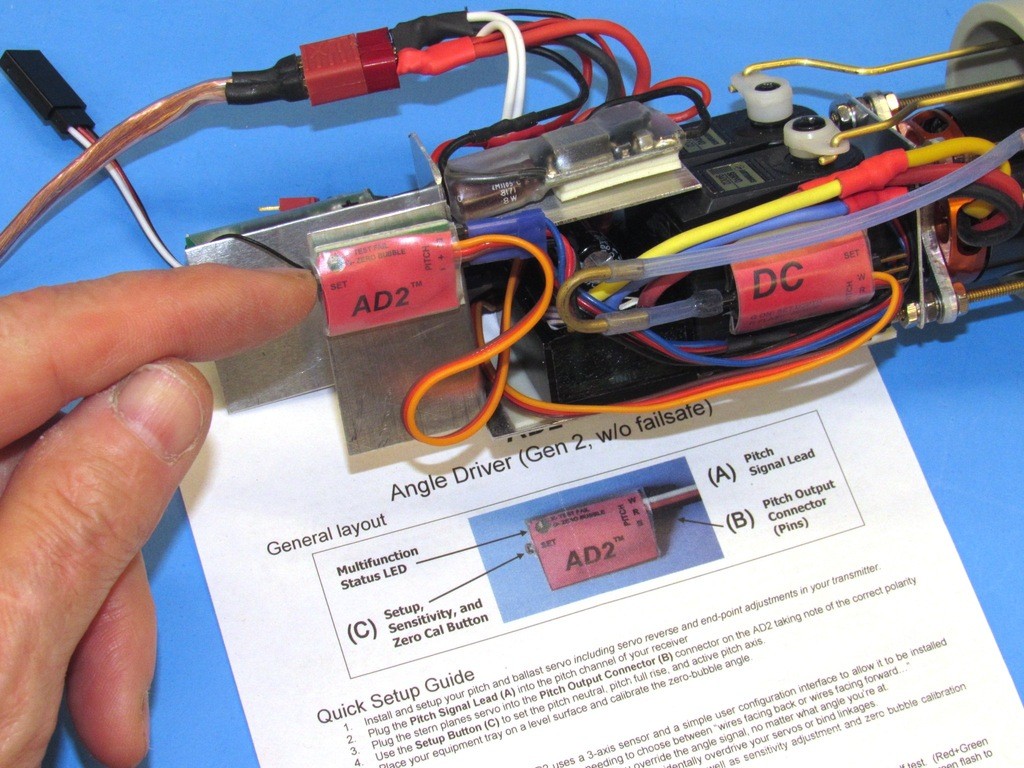
The AD2 has to be set once mounted on the MSD’s device foundation. This is because the devices reference plane is gravitational force and the basic setup operation tells the devise which-way-is-up.
The Battery Link Monitor is a device that, in the fail-safe modes, autonomously commands a ballast tank blow if there is a Loss Of Signal (LOS) between transmitter and receiver; and/or the battery runs down to a preset low-voltage point.
The monitor mode logs the number of LOS events occurred during the last sortie. Informing you to what degree the body of water you are operating in is attenuating the transmitted signal. Good to know stuff as you prepare for the next patrol. It’s been my experience that any body of water, be it pool or lake, has its radio ‘dead spots’ which when identified should be avoided when operating the model submarine submerged. The BLM’s monitor is a very useful feature in that it helps you survey the patrol area for these no-go locations.
You see, I’m a bit of a cow-boy when it comes to mixing it up with surface craft (targets) at the lake. The DC greatly reduces operator work-load as one weaves in and out and under the surface pukes. Much good fun to be had busting up the regimentation of a nicely arrayed battle-group.
“What? Something spooked you guys? There were collisions? You all should work on your group discipline … just say’n”.
RHIPMF’s
Mocking up of the Modular SubDriver is over, I’ve just finished populating the proof MSD with the devices needed to make it operational and tomorrow I set about the tasks of certifying the unit for operation (leak-check and proper operation of the SAS ballast sub-system). And, with that, the time has come to integrate the MSD with this old 1/72 THRESHER class r/c submarine hull and check this puppy out in the water.
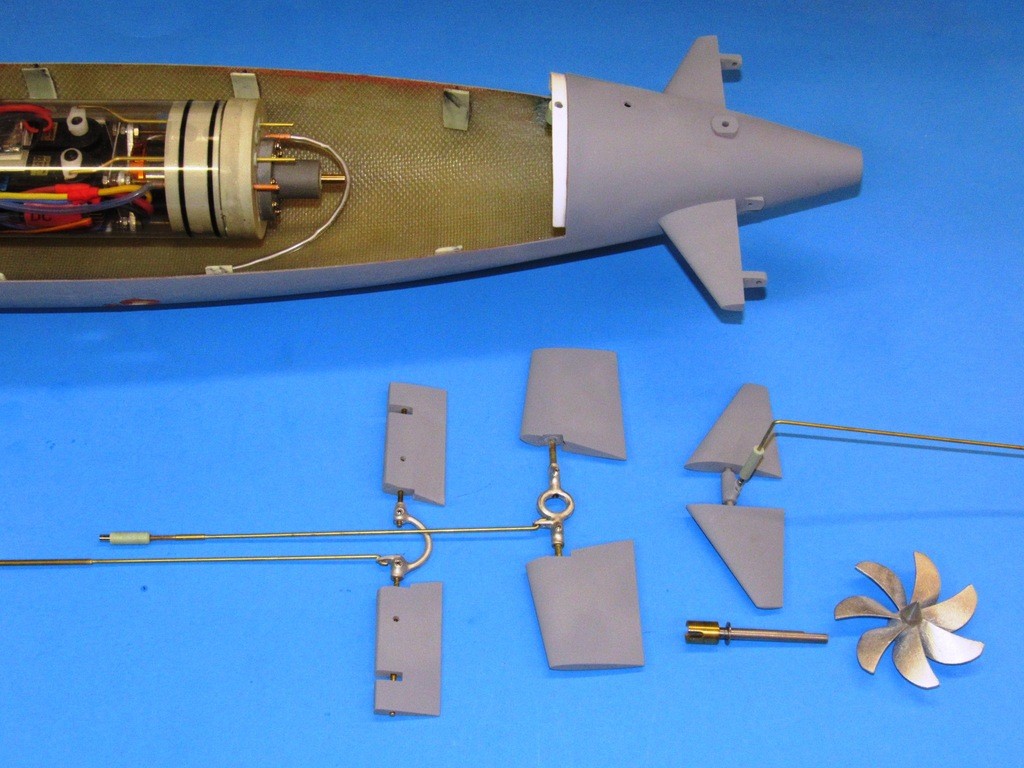
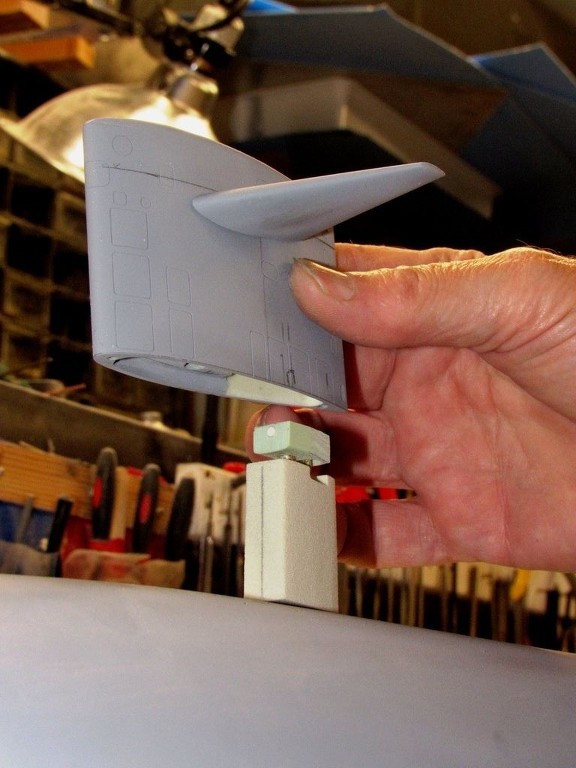
The rudder and stern plane linkage was a straightforward affair. The control surfaces connecting through a ‘yoke’ that not only served as bell-crank but also the means of providing clearance for the centrally running propeller shaft.
The sail planes differed in that the bell-crank was formed from two ‘floating’ magnetic couplers that translated axial motion to rotational motion; a bell-crank in function but not requiring making up fittings within the tight confines of the THRESHER’s very narrow sail.
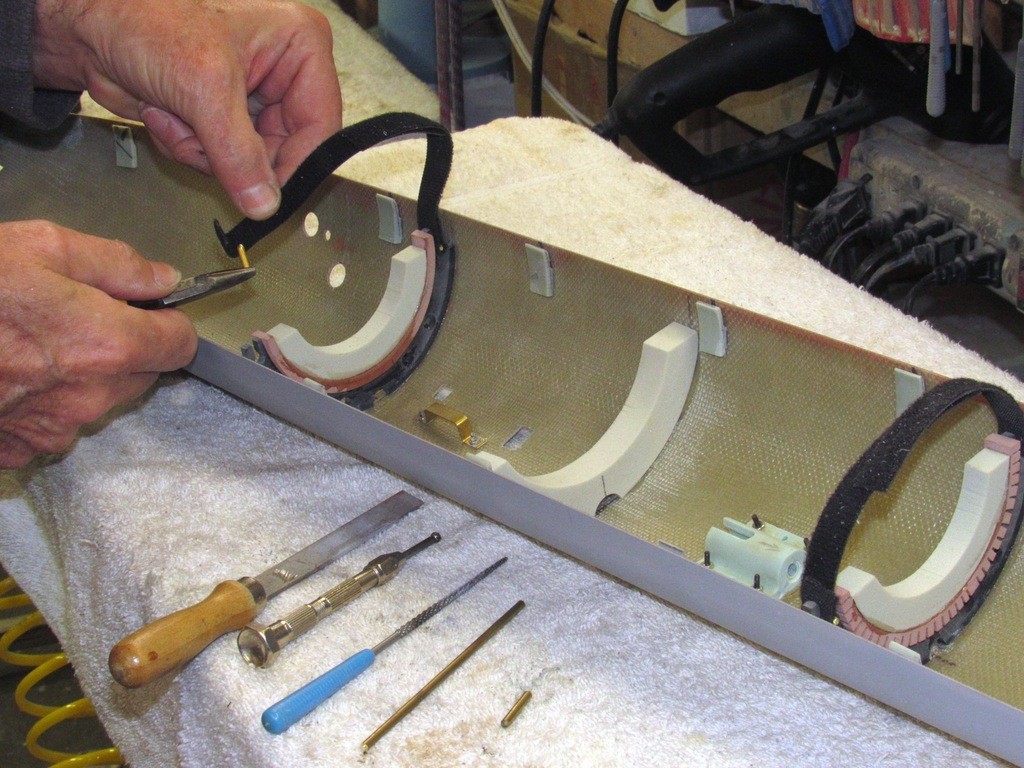
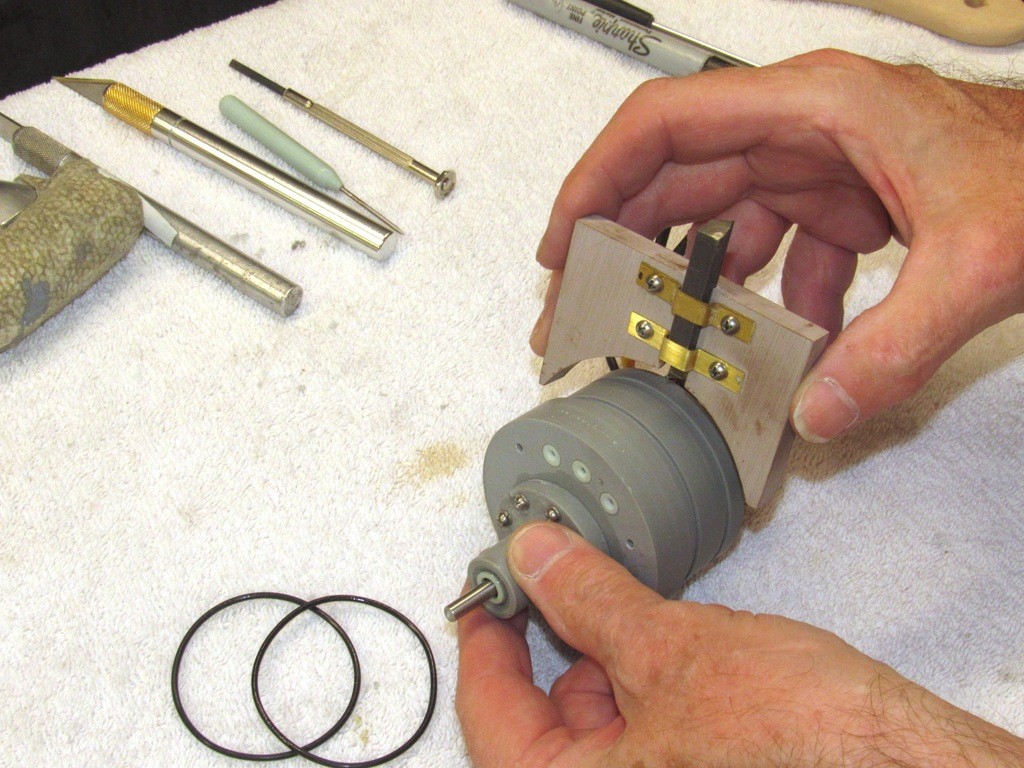
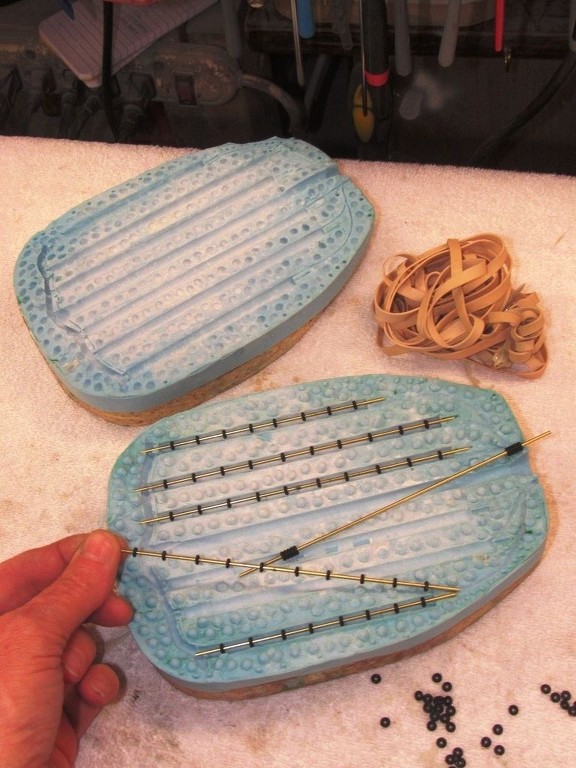
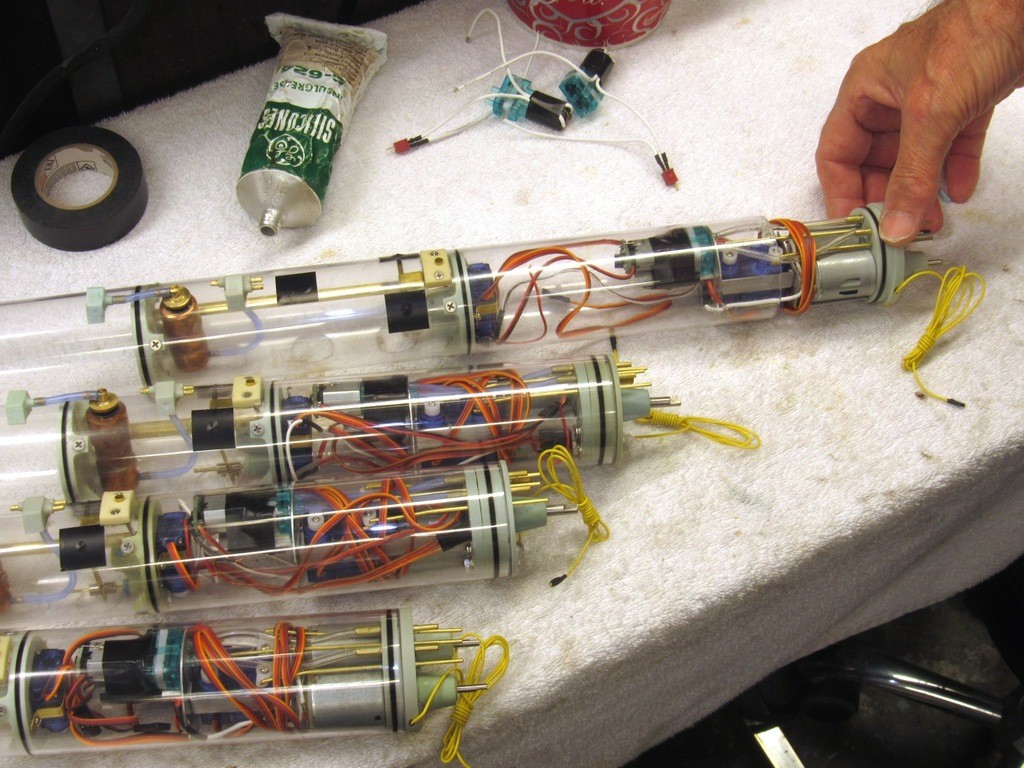
Arraying two, even three different diameter cylinder sections into a MSD presents its own special problems over a constant diameter SubDriver. At least three support saddles are required, each sized to fit the cylinder over it. And there are no mechanical fasteners holding the three cylinders together, only O-ring friction retains each cylinder in place on its accommodating radial flanges. Care has to be taken to not accidently twist or bend the assembled cylinders out of alignment with one another during handling.
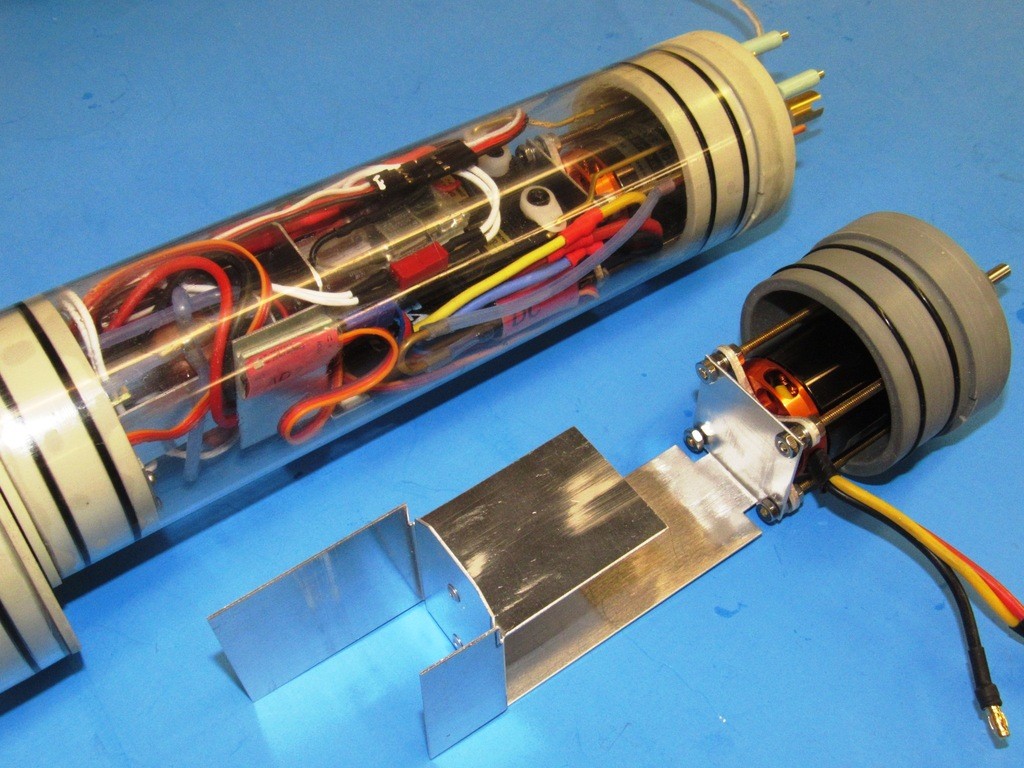
This shot well demonstrates how much annular space is made available by changing diameters of the three Lexan cylinders. As you can see, there is plenty of room for buoyant foam (to counter the weight of the fixed lead ballast low in the hull needed to produce static roll stability) between hull and MSD.
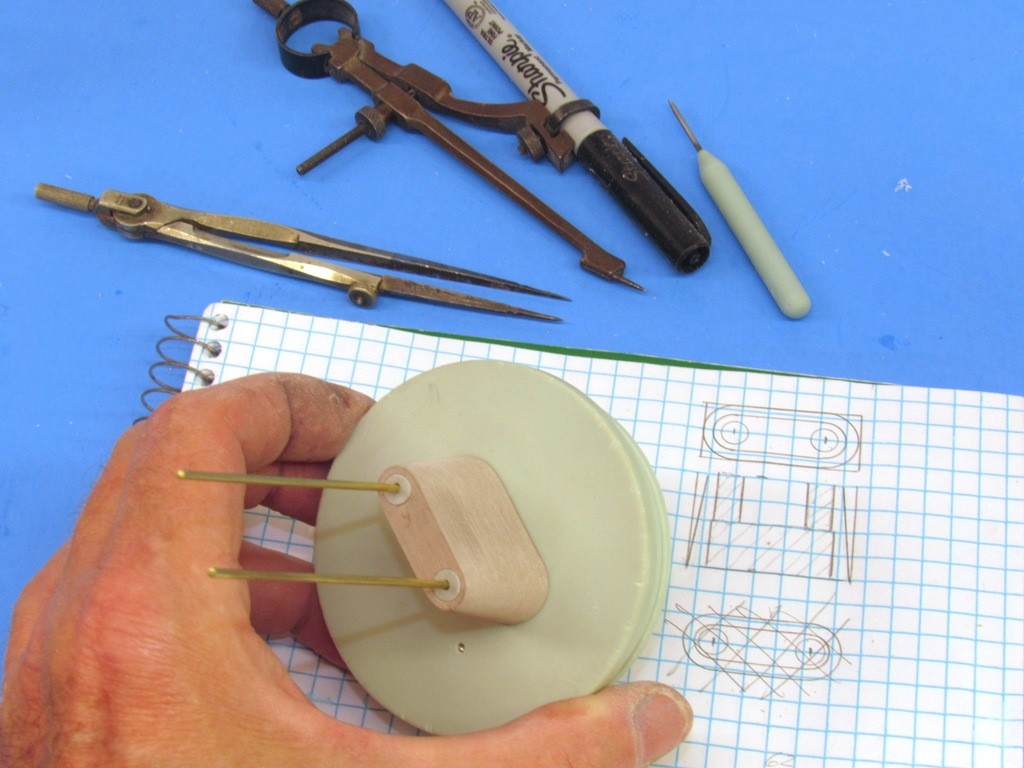
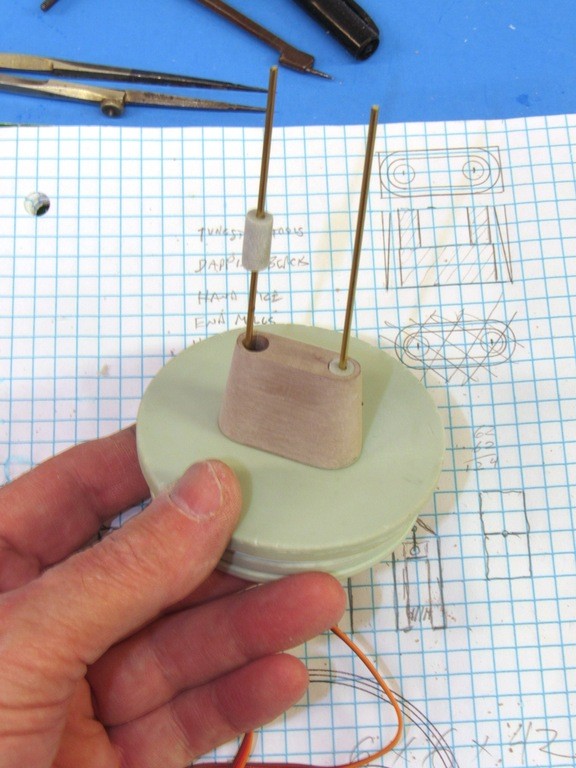
You can just make out the two pushrods extending forward from the face of the forward bulkhead. One has already been outfitted with a magnetic coupler and will actuate the sail-planes; the other pushrod will eventually operate the four torpedo launchers through an escapement sequencer – but I won’t pour time into that till I first validate the MSD. The model here is, after all, a test-mule and the primary mission is to weed out problems not yet identified.
A close look at the stern plane and rudder yokes. Note how they are shaped to permit unobstructed passage of the intermediate propeller drive shaft. These are cast from white-metal (Tin and Antimony) in a two-part, disc shaped, rubber centrifugal tool.
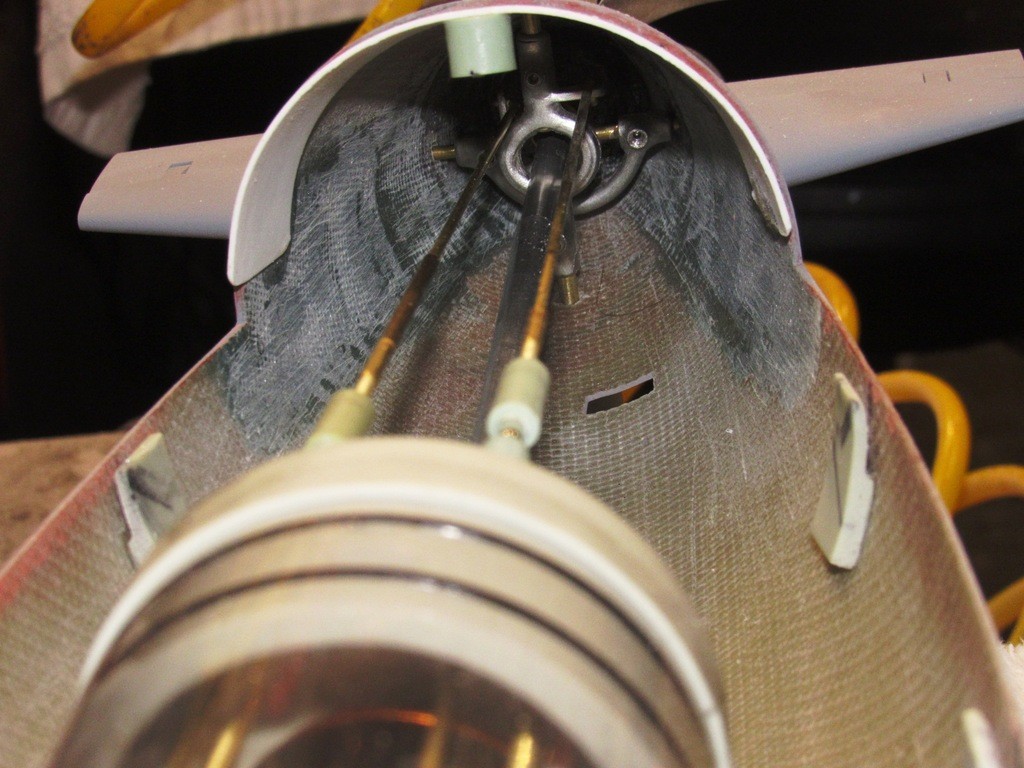
My first attempt to work a linkage between the servo, located within the forward bulkhead of the MSD, and the planes set up high on the sail. It just did not work out. What should have been axial motion instead, because of the magnetic couplers propensity to shift laterally, resulted in severe binding and loss of motion; the entire exercise an example of bad design from beginning to end and the lack of good sense to find an alternative solution right away. Hard-headedness can sometimes be a virtue. But, usually not.
No matter how much lipstick I smeared on this pig, it stubbornly refused to be anything other than a pig. It refused to work. A half-day’s work went straight into the shit-can. Sometimes that three-pointer effort, launched at extremely high velocity, from across the shop is damned good therapy!
The sail is held down onto the hull with two machine screws. Not only is the SAS snorkel head-valve housed within the tight confines of the sail, so too is the linkage that operates the sail-planes. A tight fit, but it all works ... NOW!
Members of the Captain’s-conference (a body experienced submarine officers who formulated much of the desired characteristics as a new submarine design took shape) must have been away when Portsmouth designed the THRESHER class boats. That or they put a premium on ships speed and maneuverability over optical and electronic sensors.
The initial boats of the THRESHER-PERMIT class were a step-back from the electronic information gathering capabilities of the earlier SSN’s – the sail was short in beam and length in an effort to not only reduce friction, but also to mitigate the dreaded sail induces, ‘sail-roll’ of boats with larger sails that engage in high rate underwater turns at speed. The first boats featured the diminutive sail. One thing in particular must have bugged the hell out of the ship control party was the single Type-2 periscope with no radar ranging or warning antenna atop it, and minimal light-gathering ability. The distinctive small sails would be replaced on follow on boats of the class with a more comprehensive antenna and scope array housed within lengthened sails.
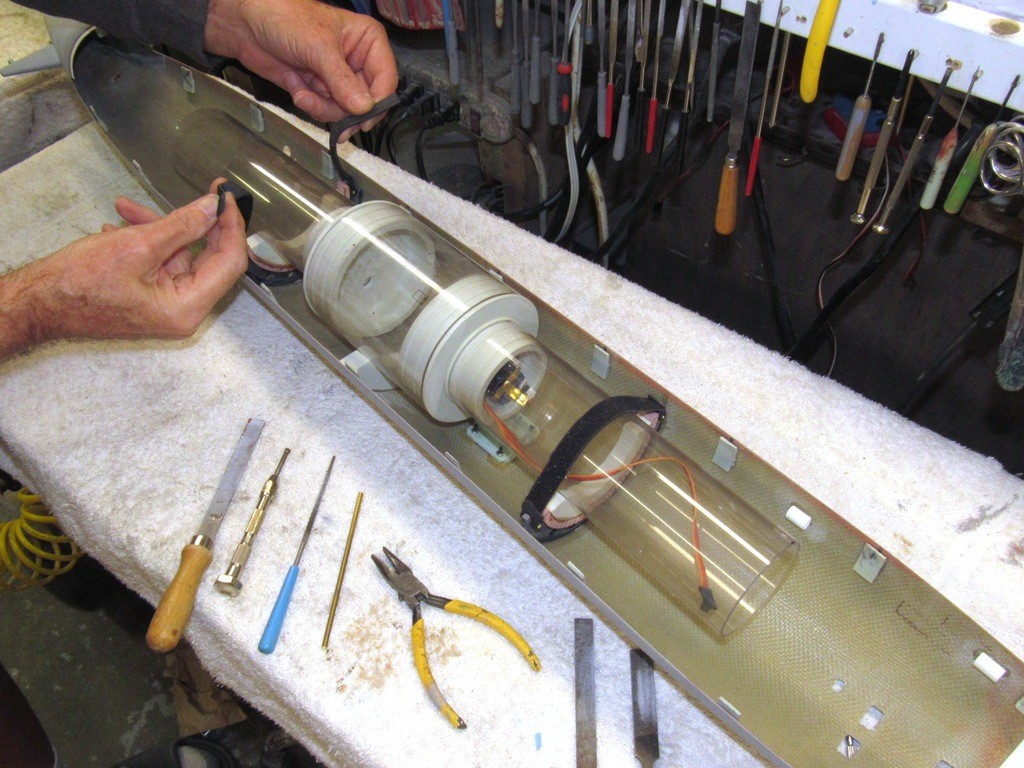
Not the current project, but one I got operational a few years back using the ‘old’ constant diameter SubDriver. Just a tease to show you the end-game.
At long last, after months of consultation with my Boss, Bob Martin (who sells my stuff) I got underway with prototype work. Masters; tools; trial assembly and evaluation; re-design; master and tool modification; assembly, evaluation, and tentative approval; and finally this pre-production Modular SubDriver assembled, tested, certified, and ready to be proofed in an honest-to-god, real-life, deep-sea-wonder r/c submarine. This has taken much time, significant material, and neglect/deferral of other responsibilities. I’m confident it’s all been worth it.
At this point I’m just about done integrating the MSD with the hull; doing the 101 little things it takes to make the two comfortably compatible: working out the saddles (foundations) the MSD sits on; installing and dialing-in the control surface linkages; making the propeller intermediate drive shaft that fits between the MSD and propeller shaft; and installing fixed ballast weight in the bottom of the hull so as to establish the vehicles center of gravity at the longitudinal center of the ballast tank (itself located half-way along the length of the submarine) and low to the hulls longitudinal centerline so as to produce static stability about the roll axis. CB high, CG low; the greater that moment the more statically stable becomes the submarine.
Unlike the earlier SubDriver (SD), which employed a single constant diameter length of Lexan cylinder, the modular SubDriver (MSD) presents the opportunity to integrate different lengths and diameters of cylinder in order to get a more conformal fit of system to hull. The separable cylinders afford quicker and easier access to the devices within the system.
Driving home Darren Scannell’s recent cautionary posting to the Warships Models Underway forum, is the problem I encountered after splicing servo lead wires together – I wound up with thickened leads which were very hard to pass through the narrow confines of the ballast tank conduit (a 5/16” brass tube) interconnecting the forward and after dry spaces.
The magnetic mission-switch greatly simplifies system start-up and shut-down. With this very useful device there is no need for a boot-seal over a mechanical switch toggle, or need to pop the forward bulkhead on and off its cylinder to access an internal switch.
Though making for a difficult cable-run through the conduit, there is much to recommend placing servos at the extreme front end of the MSD. No need for long external pushrods running from the SD’s motor-bulkhead to the front of the boat; less clutter, in the form of pushrods in the annular space between SD and hull; and by reducing elements of the linkages you eliminate stiffness, non-linear response, and back-lash.
(This feature of the MSD – the placement of the two servos up front almost did not happen, and resulted only at the insistence of Bob Martin. He’s built up and got more r/c submarines in the water than anyone I know, so when he makes a ‘suggestion’ like this, I snap too and get to work making it a practical, user-friendly ‘thing’. I did, and was pleasantly surprised to find the space it saved in the after dry space as well as the simplification of linkages needed to animate things near the bow of the model submarine of great benefit. We’re never too old to learn new tricks … never equate age with wisdom!)
As it is magnetic influence that turns the mission-switch on and off I took care to place the device up high against the inside of the forward cylinder – this done by mounting it on a block atop the battery and securing everything together with a few wraps of Electrician’s tape. Now, without the need to flip a switch or access the forward bulkhead, I can simply turn the system on and off by waving a magnet over the MSD.
A neat feature to the magnetic mission-switch is it’s built in fuse: Should the current draw rise above 10 Amperes (there is a 25A version of the switch) it will open the circuit, shutting everything down. After a brief ‘off’ period it closes, restoring power to get the boat back.
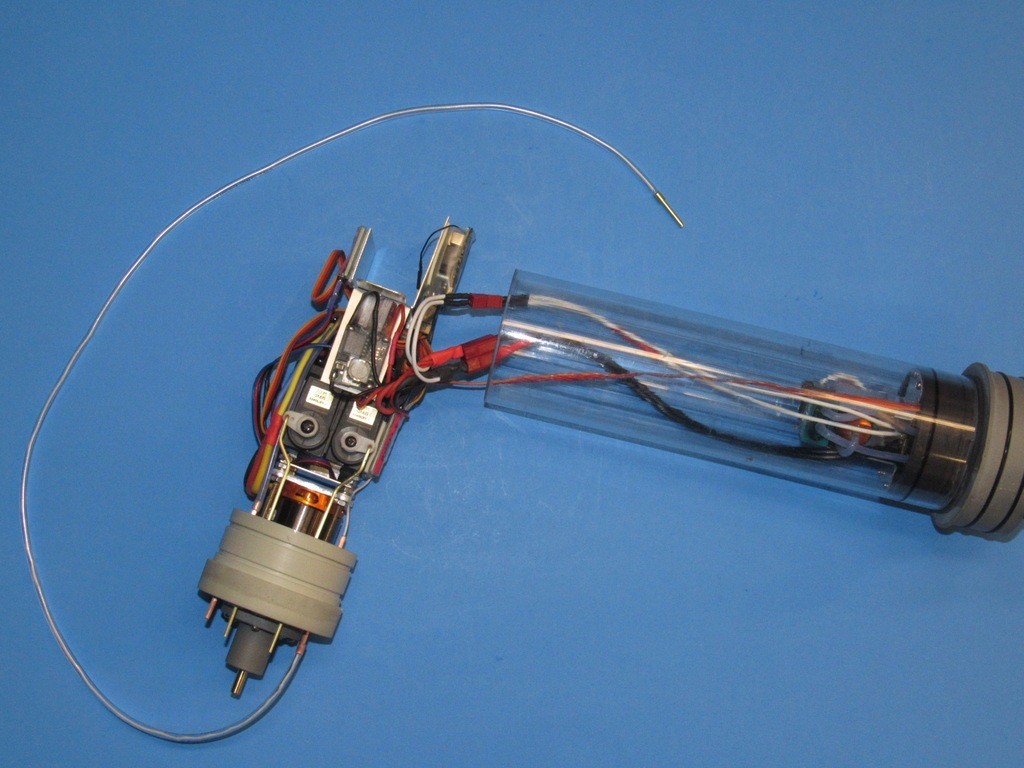
It took considerable time, care, and … always in short supply … patience to reeve all the wires through the conduit. This is the forward section of 2.5” diameter Lexan cylinder that houses the battery, two servos (fair-water planes, and torpedo launch) and magnetically actuated mission-switch. The output wires from the mission switch, and the two servo leads run through the ballast tanks conduit. A tight fit!
David is a very wonderful craftsman. I have been able to personally witness his work and learn from him. Salty at times for sure, but has always been willing to share his love of modeling with any that truly wants to learn.
David is a very wonderful craftsman. I have been able to personally witness his work and learn from him. Salty at times for sure, but has always been willing to share his love of modeling with any that truly wants to learn.
No one owns these techniques, they are only temporary custodians of knowledge and skills.
Adam, like all the greats, and soon to be greats, is a Student and always will be. The breadth of his technical know-how and achievements has been equaled by few. And he's still a young man. He will be a force to be reckoned with. Here's some shots of the boy when he understudied with me:
Flu! For three weeks! I’m almost over it. However, in those few moments when I could drag my fat ass into the shop I was able to piddle away on three 1/96 scale submarine models representing ‘modern’ types. When completed and made operational they will, this October, join the rest of my sub fleet at this year’s big Fleet-Run event; a wonderful three days of constant scale (1/96 and 1/100 only) ship and submarine running at the City Lake, Rocky Mount, North Carolina.
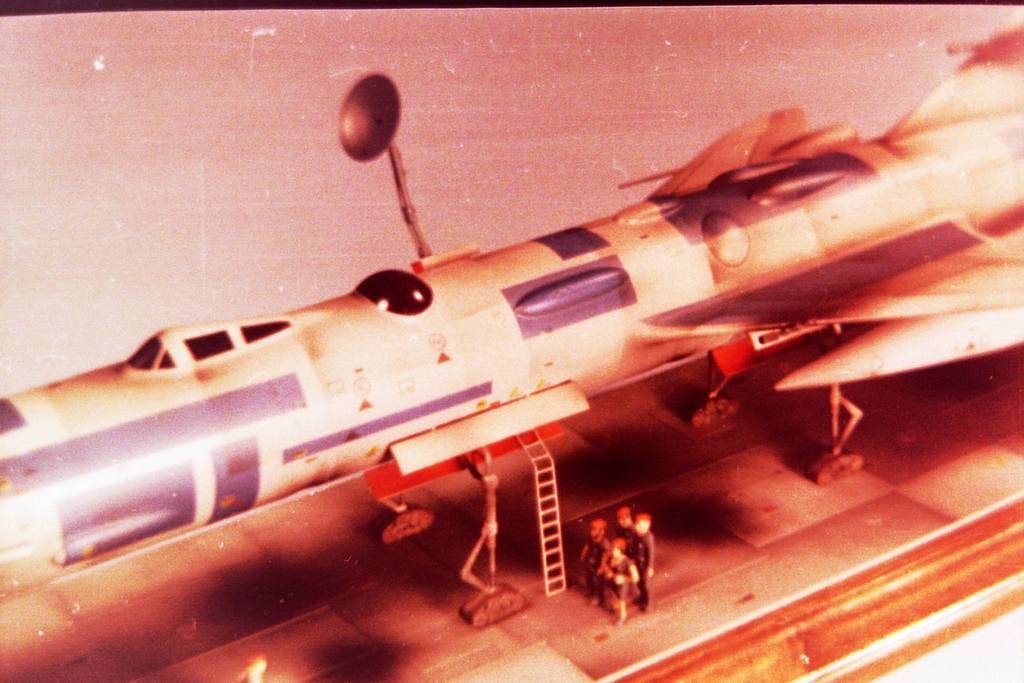
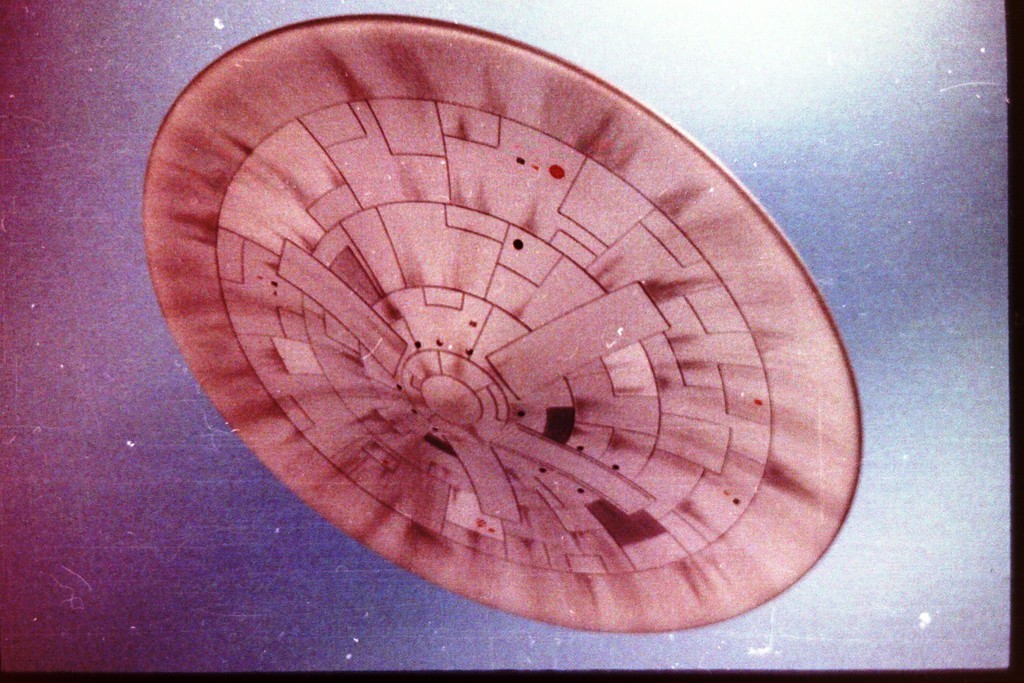
The smallest of the three, next to the wall, is the USS ALBACORE, that model representing the ground-breaking non-combatant research submarine that investigated the virtues of the tear-drop shaped hull, various control surface arrangements, propeller and battery types, as well as the systems slatted for use in the next generation of attack and missile submarines. Middle, is a model representing a unit of the SKIPJACK class attack submarine, the first American submarines to capitalize on the ALBACORE findings. The model will be completed as the ill fated USS SCORPION. And foreground a model of a Soviet ALFA class. These were the fastest attack submarines ever made and were marvels of engineering and innovation.
The ALBACORE is assembled from a GRP, resin, and metal kit produced by Scott Terrey and myself; the SKIPJACK is assembled from a GRP, resin, and metal kit I produced back in the 80’s; and the ALFA GRP hull was purchased from The Scale Shipyard (an excellent GRP lay-up, by the way), and I produced all the masters, tools, and parts for the appendages.
These type subjects present few challenges to the model-builder other than the few deck fittings and their sail mounted retractable optical, air induction and electronic masts. So, that’s where a lot of my scratch-building skills are lavished, as demonstrated in this shot of the masts projecting from the tops of the ALBACORE, SCORPION, and ALFA models.
I’ve been working these three, off-and-on, the past two years, with a plan to get them to the stage where I could address them all, as a group, when it came time to paint, detail, mark, weather, and clear-coat.
It’s a good practice to pace your work sessions on a model – space out your flurry of tasks with a ‘cooling-off’ period. As it’s during those periods of rest that your mind fills with ever more objective thoughts of what-I-did-right-and-what-I-did-wrong, which often leads into a plan to undo or alter recently completed work. Such was the case with the little 1/96 ALBACORE model when I rejoined that project recently.
Initially I scribed in a longitudinally running line along each side of the hull. The trouble was instead of a line of slight, graceful curvature; it wound up being a little ‘wavy’ at points along its length. It was during the most recent hiatus (actually, sitting on the toilet … is there a linkage between anus and brain?) that I formulated a method of straightening that engraved line. As it turned out a simple solution in practice, but something that took me several weeks of casual thinking as I pondered how I was going to execute that fix. And it was so easy: tape down a piece of styrene sheet to the hull and re-scribe those portions of the engraved line that were out of true. The task took only minutes. A little touch-up putty over the ‘fixed’ areas of the engraved line, one final pass of the engraving tool, and the two engraved lines were straight and true.
Problem identification plus time and thought, stir in experience, mix well, and you eventually get the best solution to the problem.
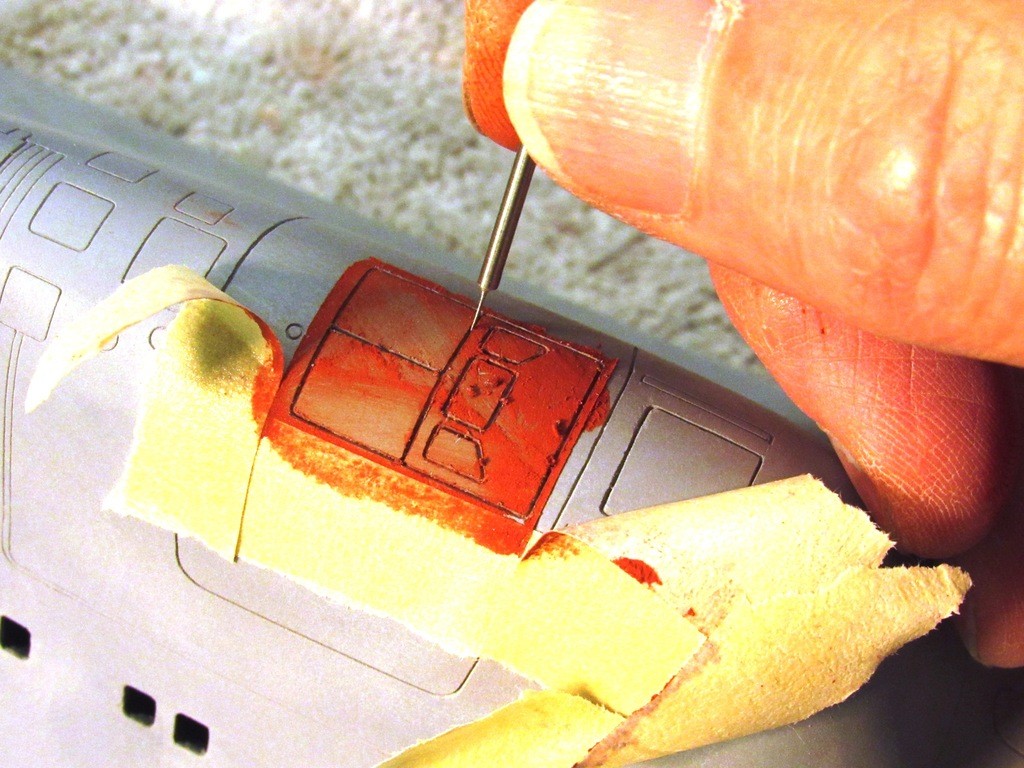
The three models were pulled off the wall and surveyed for sloppy engraving, scratches and tool-marks that required touch-up putty and sanding. Case in point is the ALFA’s bridge closures, represented by these engravings: their outlines were too deep and wide.
So, I filled the engravings with putty, and while it was still wet I chased out the excess putty with a very narrow scribing tool. Note the use of masking tape to limit the spread of the putty to only those areas needing repair work.
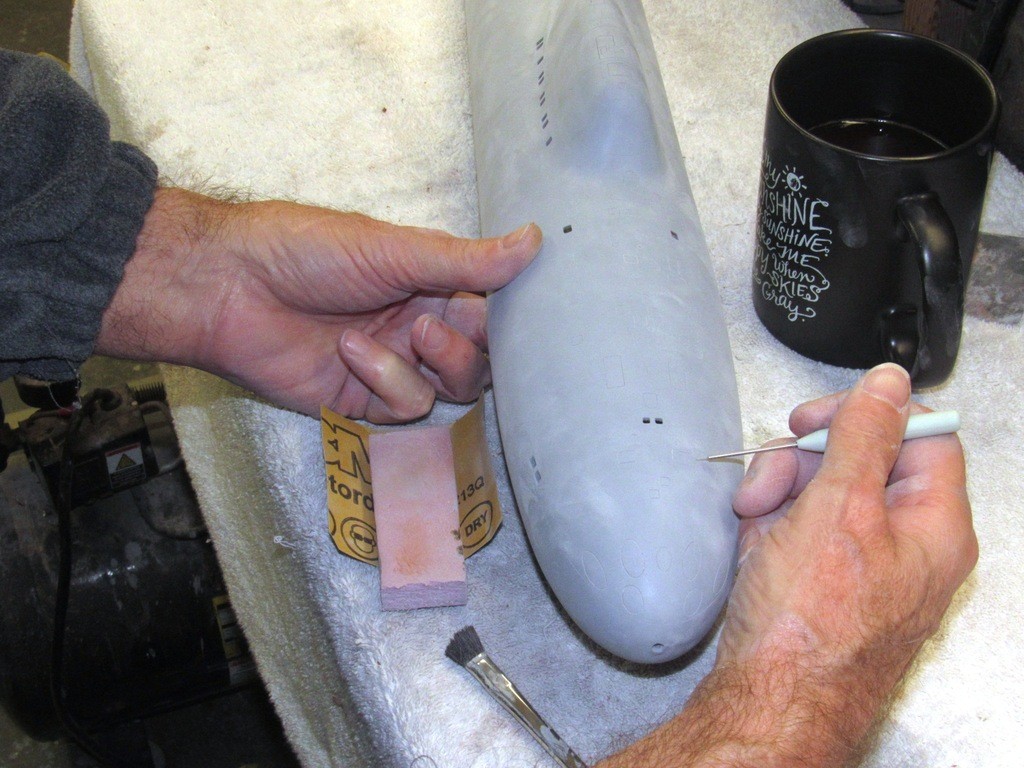
Again, working the three boats at the same sitting, I wet-sanded back applied touch-up putty. Each boat was wiped down with a damp cloth and blow-dried with low pressure air. All scribed lines were lightly engraved to remove any sanding dust. Stiff sanding tools were made by taking a strip of .032” thick brass sheet and CA’ing a piece of #400 grit sandpaper to ones side, and #600 grit sandpaper to the other. These are perfect little sanding blocks for knocking down dried putty. I used tightly wound sandpaper twists to abrade into and over tight compound curves such as the ALFA condenser scoop intakes and stabilizer fillets.
Fine steel-wool is used to lightly abrade tight-radius areas of the model, such as the fillets between ALFA stabilizers and hull. Before using steel-wool on a models surface the steel-wool has to be rinsed in lacquer thinner to remove the preservation oils that impregnate it – that oil there to keep the fine steel fibers from rusting. Failure to degrease the steel-wool can result in poor coating adhesion.
Once all touch-up putty had been applied, sanded smooth, and engraved lines chased out with a scribe, the three hulls and they’re appendages were given spot-coats of primer on the worked areas.
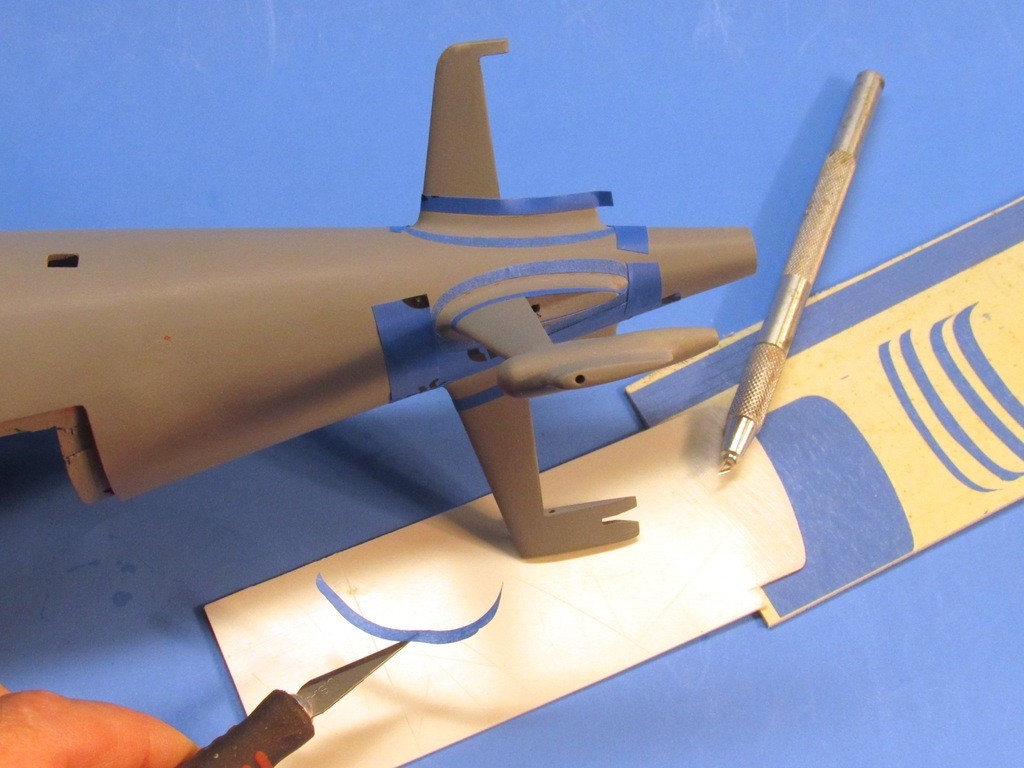
The demarcation lines between stabilizer and hull fillets had to be enhanced after all that sanding and abrasion with steel-wool. So, to re-enhance the fillet plates, I masked the stabilizers and hull with adhesive tape and spray painted on two heavy coats of primer. Removing the mask revealed the desired raised edge of the fillet plates that fair the stabilizers to the hull.
Note the use of s ‘swivel-knife’ and plastic sheet stencil used to produce the uniquely shaped self-adhesive masks.
Special sanding tools were made and used to refine the shape of the many different sized and shapped limber, flood-drain, and vent holes along the length of the ALFA’s hull.
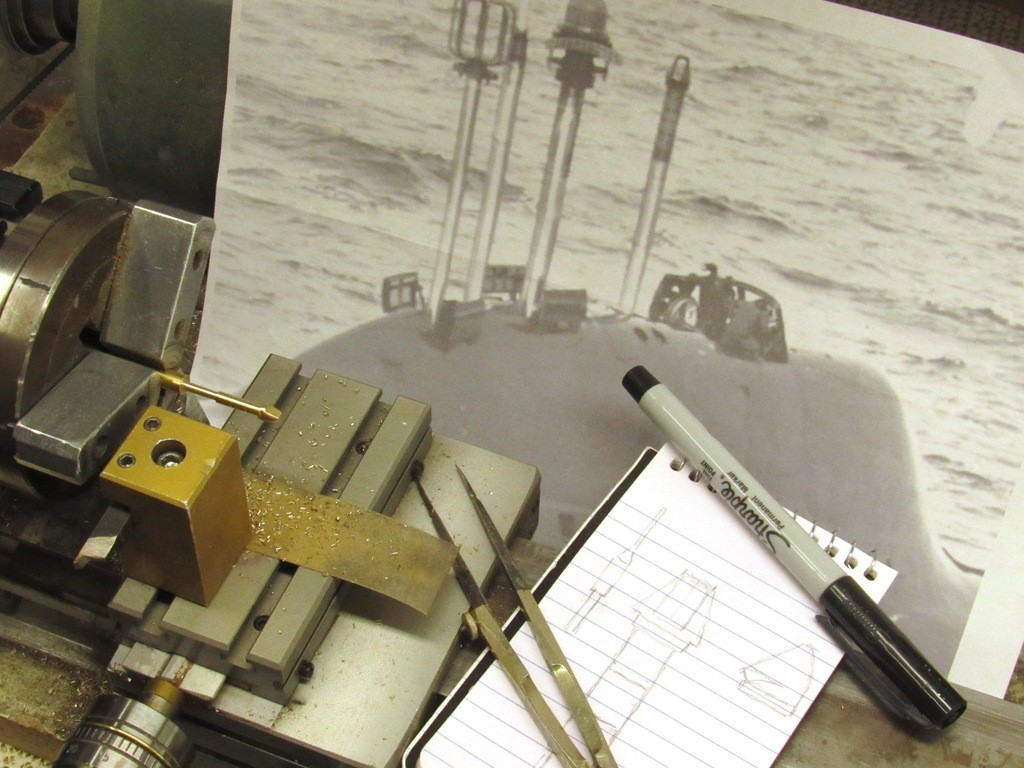
Scratch-building would be a joy if multi-view orthographic drawings of the subject are at hand. But, in the real world the smaller items of a subject presented as a plan are done so with few if any enlarged auxiliary views that would reveal the intricacies of these smaller items. So, by necessity, photographic interpretation is a big part of documentation enhancement that has to be done by the careful modeler. A valuable tool in your inventory of skills is the ability to generate your own ‘shop sketches’, based on study of still and video images of the prototype. Such renderings helping you identify the geometry of the object being rendered as a three-dimensional model.
Just such a drawing used to assist me as I turned a length of machine brass round-stock to form the ALFA’s only periscope – a big ugly thing definitely not intended for close-in attack duty. Most of this item was lathe turned, but the scope head itself had to be carefully carved shaped by hand using riffler files, knife, and moto-tool burrs.
Something the Russian submarine design bureaus did little about, until recent years, was the use of streamlined mast fairings to streamline the cylindrical retractable masts to the water flow. As a submarine travels at speed the drag of the water passing around the cylindrical mast will, at some critical speed, go turbulent and will, like clock-work, induce a vibration onto the mast. Mast vibration will interfere with the optics of a periscope, or the wave-guide efficiency of a high-frequency antenna system. That same mechanical vibration also presents a strain on mast seals and shears. The inevitable vibration problem addressed to some degree by the Russian practice of making their masts of (by American standard) very large diameter steel tube.
However, these simple mast cylinders are a god-send to the lazy model-builder, like me: a length of aluminum tube, cut to appropriate length, topped by a cast scope, snorkel induction, or antenna and I’m done!
Most Russian designed boats feature these simple tubular masts. Our Russian counterparts did not employ mast fairings till later versions of the KILO class boats came off the building ways. Nowaday’s Russian boats employ streamlined fairings on most of their retractable masts… welcome to the 21st century, Ivan!
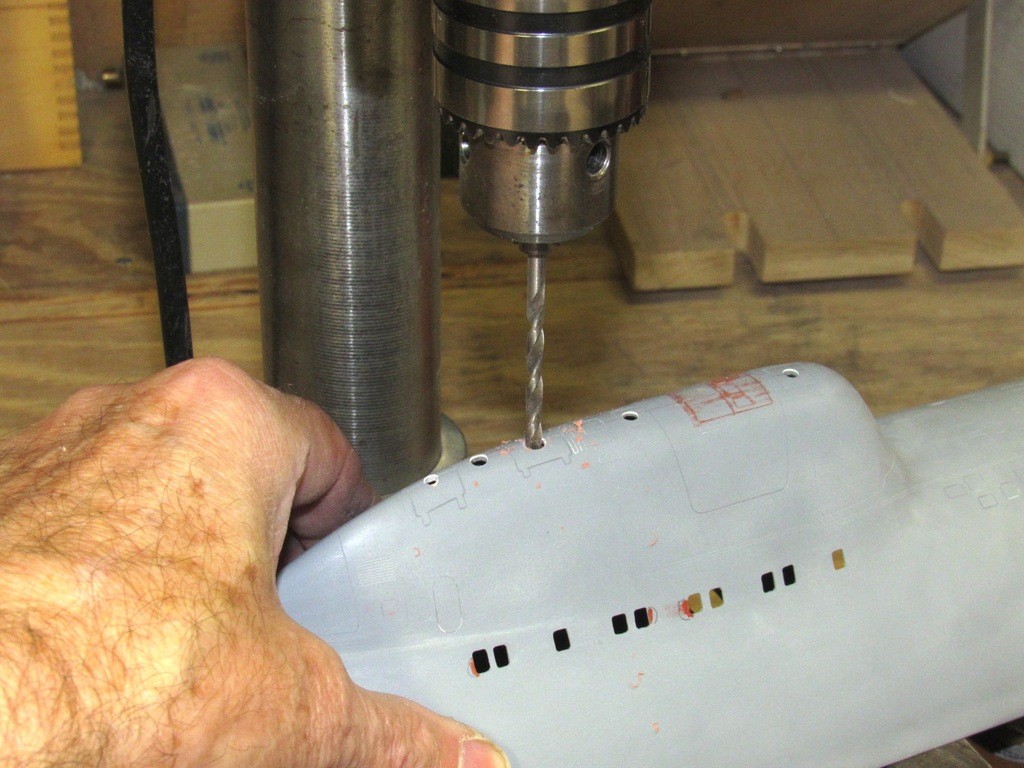
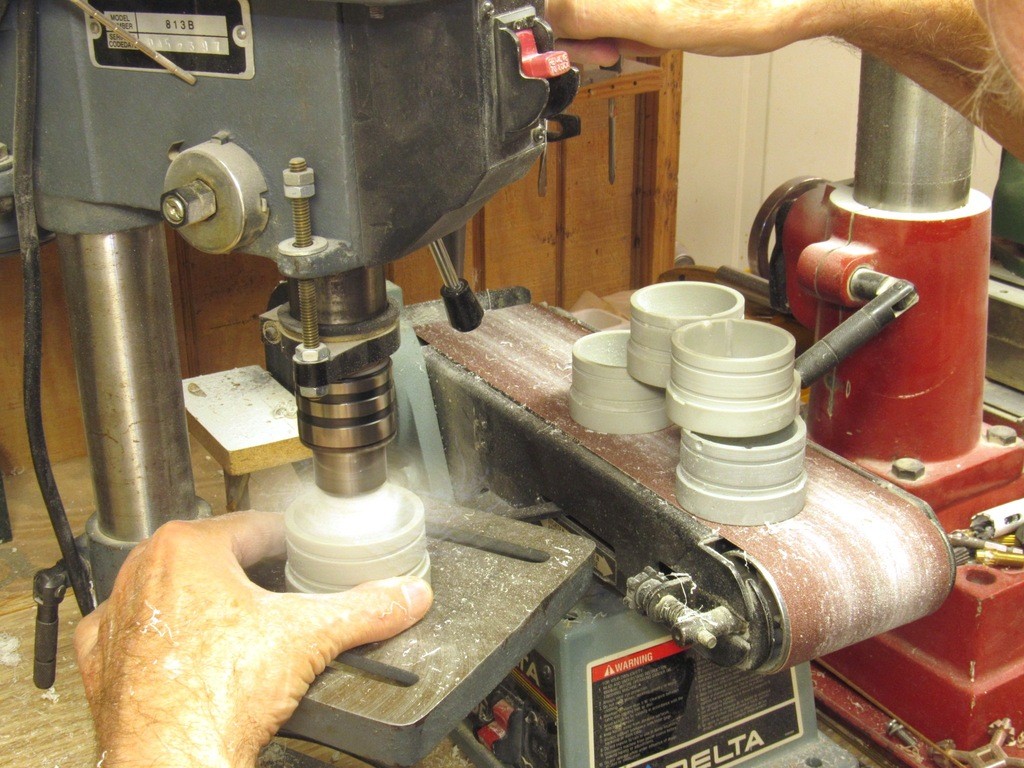
Once the RenShape mast foundation piece is glued within the top of the sail the upper hull is positioned onto the bed of the drill press and the appropriately sized bit is used to drill a perfectly aligned hole through the foundation, forming a interference fit between it and the base of a mast.
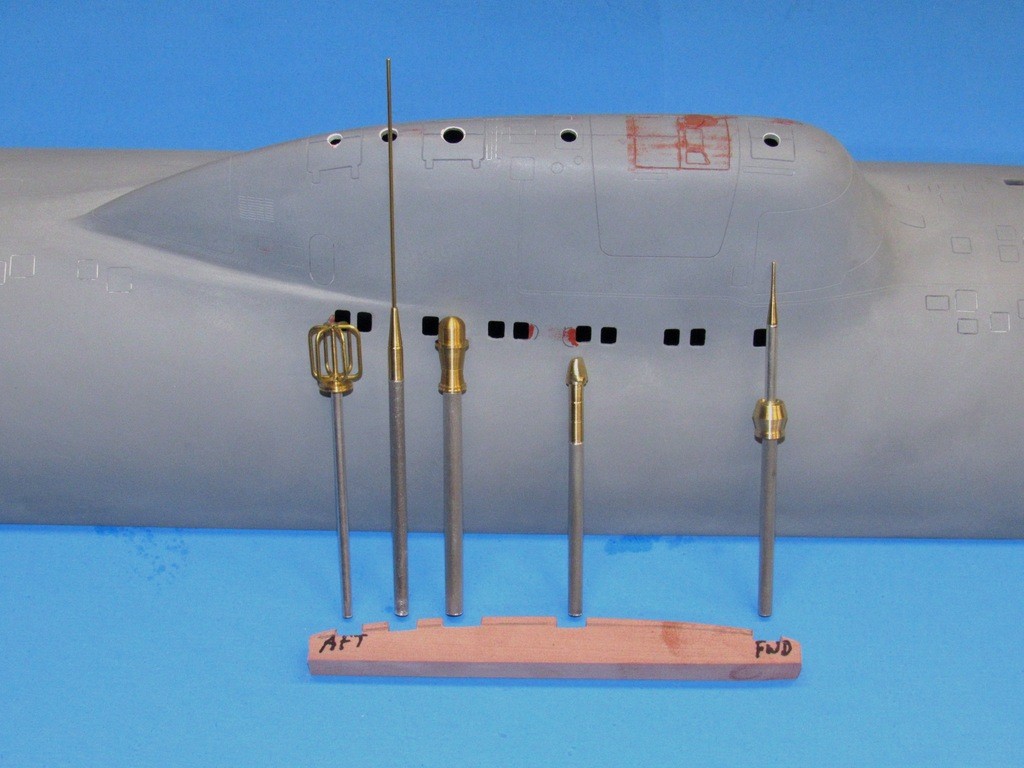
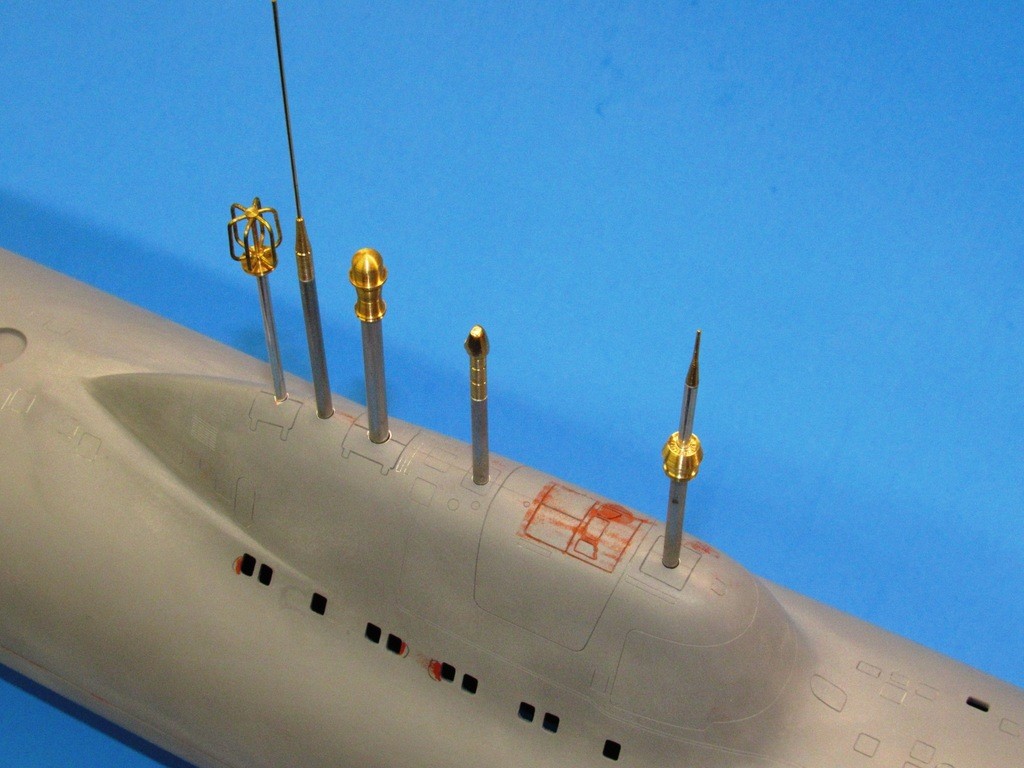
I have yet to make the tool and cast parts for the optical, induction, and electronic items that top the masts that project atop the ALFA’s sail. What you are looking at are the brass masters that will eventually be used to make the rubber tools from which white-metal production parts will be cast.
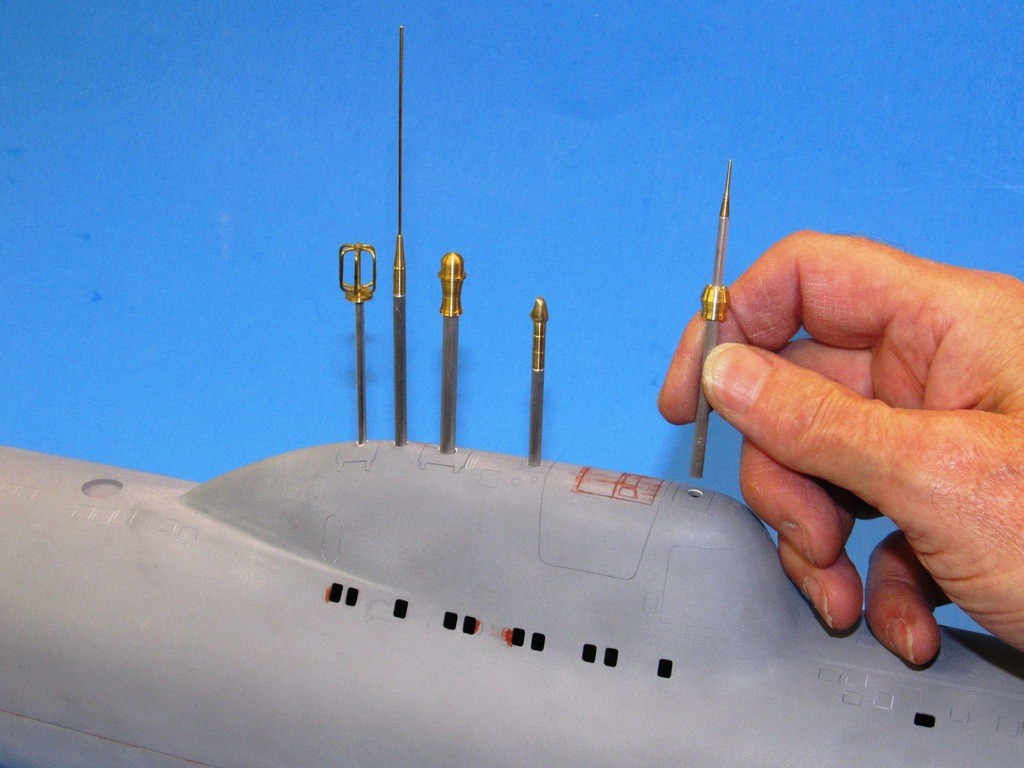
What I’m handling in this shot is what I assume to be a combined snorkel induction head-valve-antenna mast – I have not been able to get a definitive answer as to the function of this mast, but that is my best guess. Anyway, it does demonstrate how the masts make a friction fit to the internal mast foundation piece.
An obvious cheat on my part is the non-scale representation of extended masts through closed fairing hatches. Though I’ve produced parts representing opened hatches I elected to simply poke holes through the centers of the engraved representation of those hatches through which the masts passed. Most of the time the operational model will only have the scope in place, the other masts left back on the table as I drive the model – the open holes serving a practical function: venting the free-flooding hull as the model submarine submerges and surfaces. All masts are in place only for display out of the water.
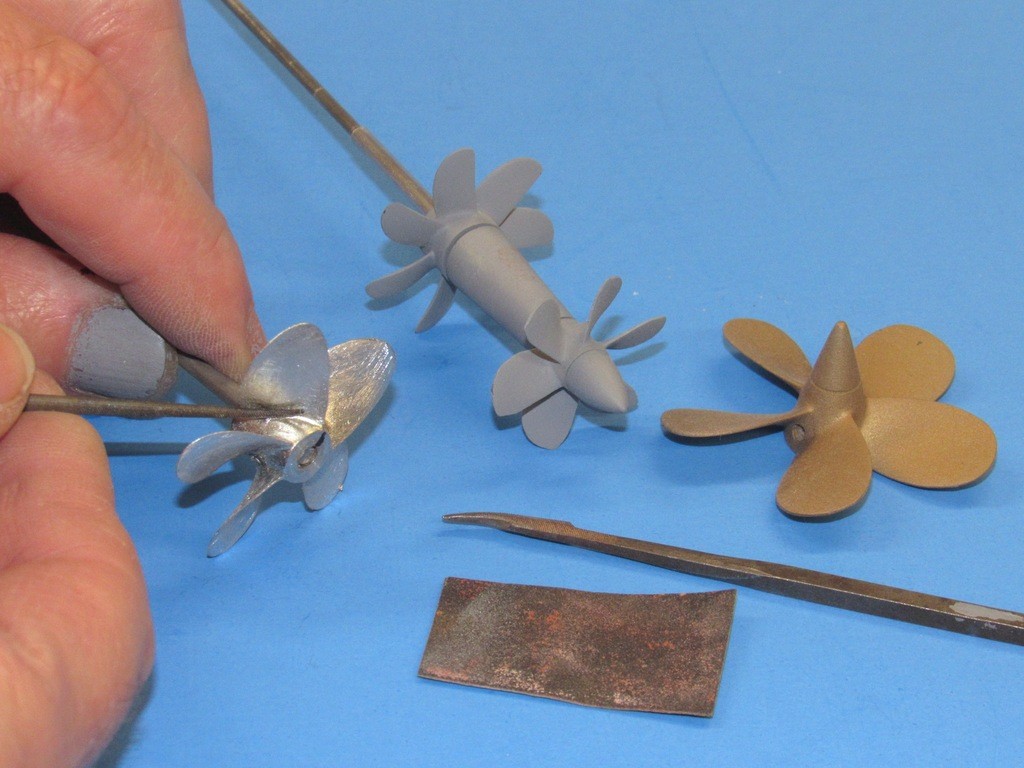
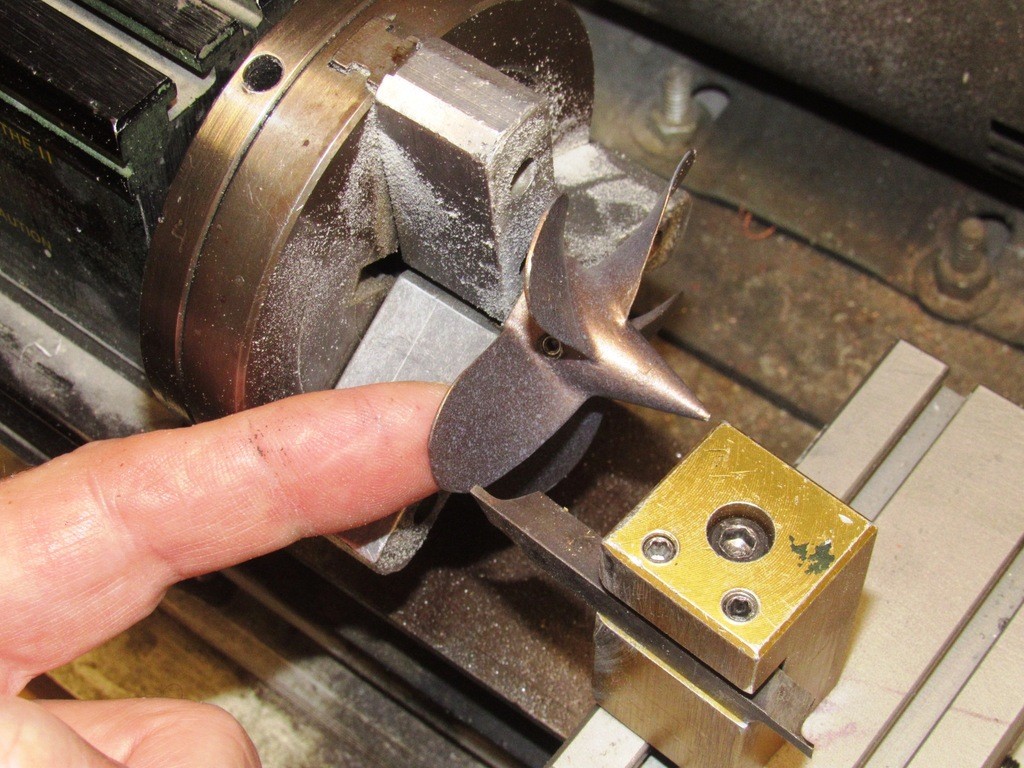
Presented here are the ALFA, ALBACORE, and SCORPION propellers at various states of finish. From left to right: the ALFA propeller demonstrates the initial work needed to take a cast white-metal propeller from the raw state to a point where it’s ready for pickling. Here I’m filing back the inevitable flash imparted to the casting from the tool.
The two-propeller ALBACORE propulsor featured two concentric shafts, each swinging a counter-rotating propeller – identifying this as a phase-4 arrangement. The filing, pickling, and initial primer work has been done.
The completed and painted SCORPION wheel shows the end-game of propeller manufacture.
Many non-ferrous metals tend to shrug off primer and paint if not first oxidized to pit the surface of the metal in order to secure a tight mechanical bond between surface and coating. The white-meal, (Tin-Antimony alloy) part is soaked in acid to oxidize its surface. The oxidation creates zillions of little pits that key with the coating applied over it. This ‘pickling’ process is simple: dunk the work in acid and while its immersed brush the surface of the part vigorously with (duh!) an acid-brush to insure complete oxidation of the parts surface, rinse in fresh water to get the pH back to normal, dry, and prime.
Here, demonstrating the difference between a raw whit-metal casting and a worked and oxidized propeller. Once so pickled, the substrate is most receptive to the primer, producing a tight bond between metal and coating.
Last installment I presented the pretty side of model-building; kit assembly and the joyous and challenging tasks of scribing, detailing, and part integration.
Well, this isn’t that!
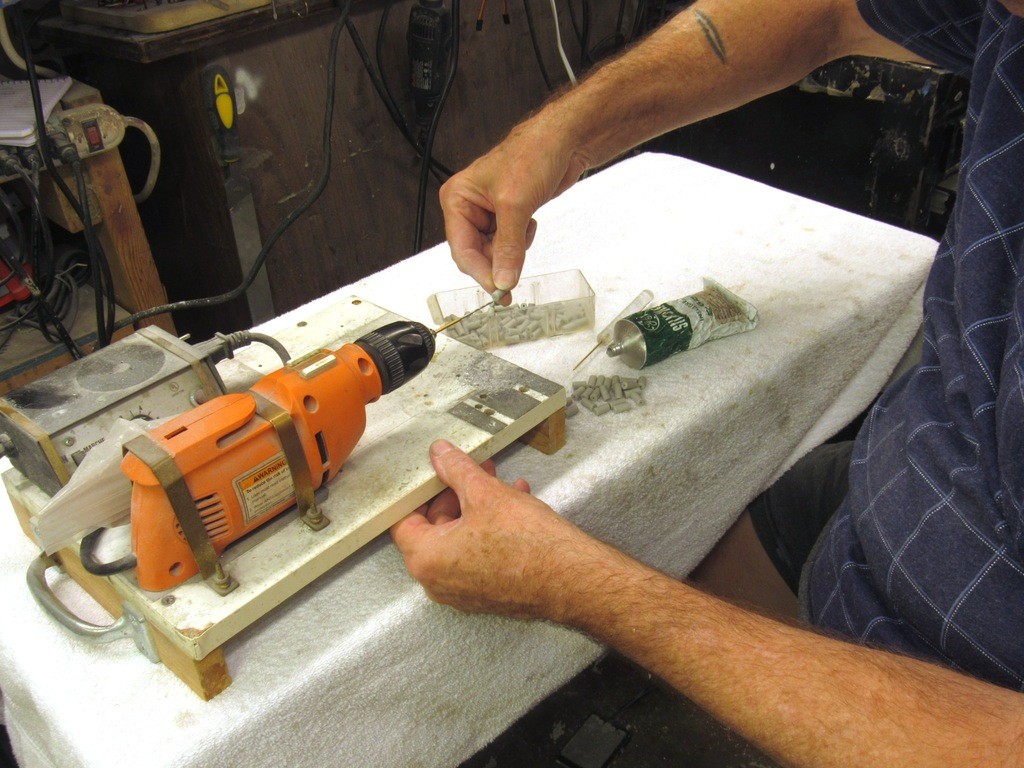
This installment I present to you the dark underbelly of professional model-making: dumb-ass, boring, repetitive, no-talent, soul-crushing production work.
Exhibit-A: casting bulkheads and unions for our current line of Modular SubDrivers (MSD); a look at how raw resin parts are cast and machined into useful components that fit together into a rational system.
Pictured here is about two-gallon worth of polyurethane casting resin in the solid state, fresh out of the rubber tools that gave them form. Note the attached sprues and risers hanging off of the castings.
Casting resin parts goes like this: Rubber tools (molds), usually of the two-part type, are prepared; polyurethane resin is mixed with its hardener (catalyst), and quickly poured into the tool; the tool is placed in a pressure pot and subjected to at least one-atmosphere of pressure (14 psig) which is maintained until the liquid polymerizes, i.e. changes state to a solid; the tool is removed from the pot and opened up, and the part popped out; repeat till you crave death!
I hate production work!
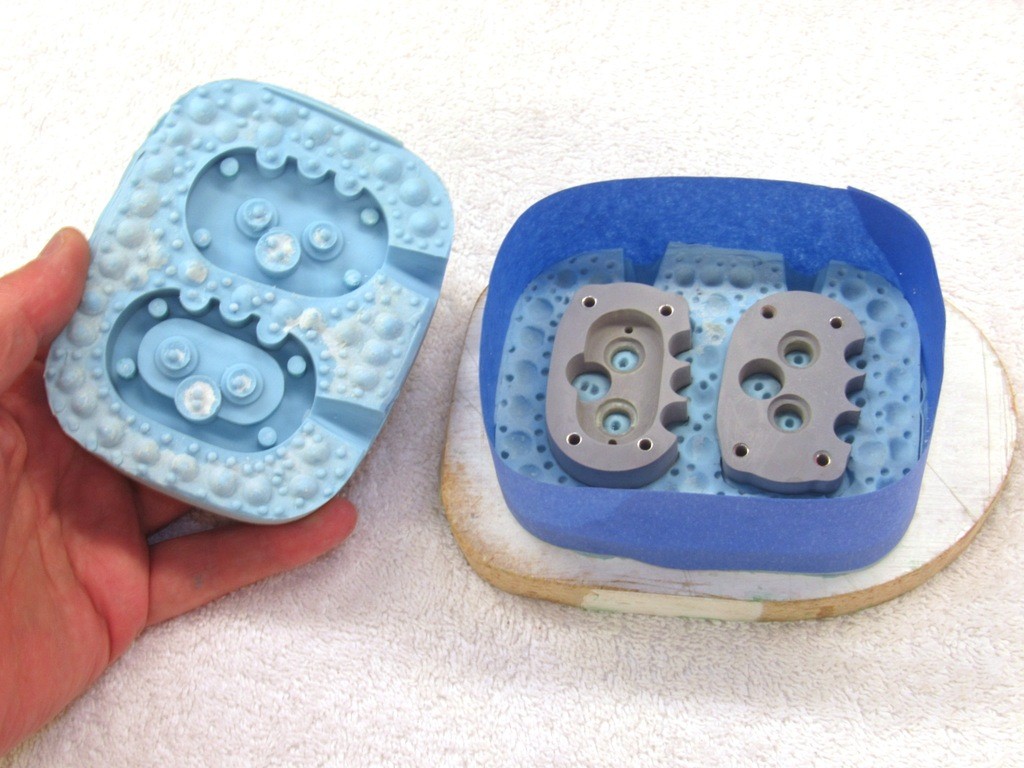
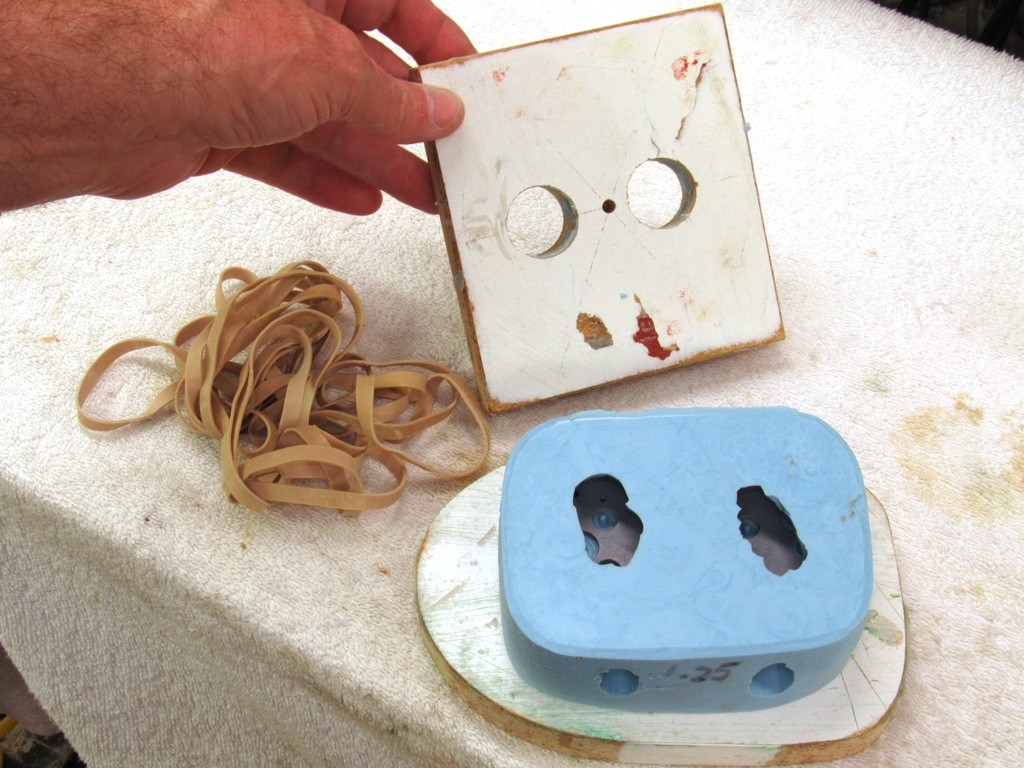
Most of the MSD tooling is of the two-part type, the halves held together with rubber bands backed up by strongbacks – typically plywood or chip-board ‘shelving’ sock. But the tools are not assembled until their cavities and flange faces have been treated with a silicon part-release spray and a good dusting of talc or corn starch.
My initial tooling for the MSD work was formed from masters that – as we found out after the first MSD’s were being evaluated – featured ‘stops’ that were too thin and, on the cast resin parts, would break easily when pried against, such as when attempting to pry a cylinder loose during disassembly. Instead of wasting the initial set of tooling after only a few shots (RTV rubber is expensive!)I elected to modify some of them by cutting away portions of the rubber, this resulting in castings with fatter stops. A crude solution, but one that worked well enough to justify the extra machining needed to true up the fatter stops.
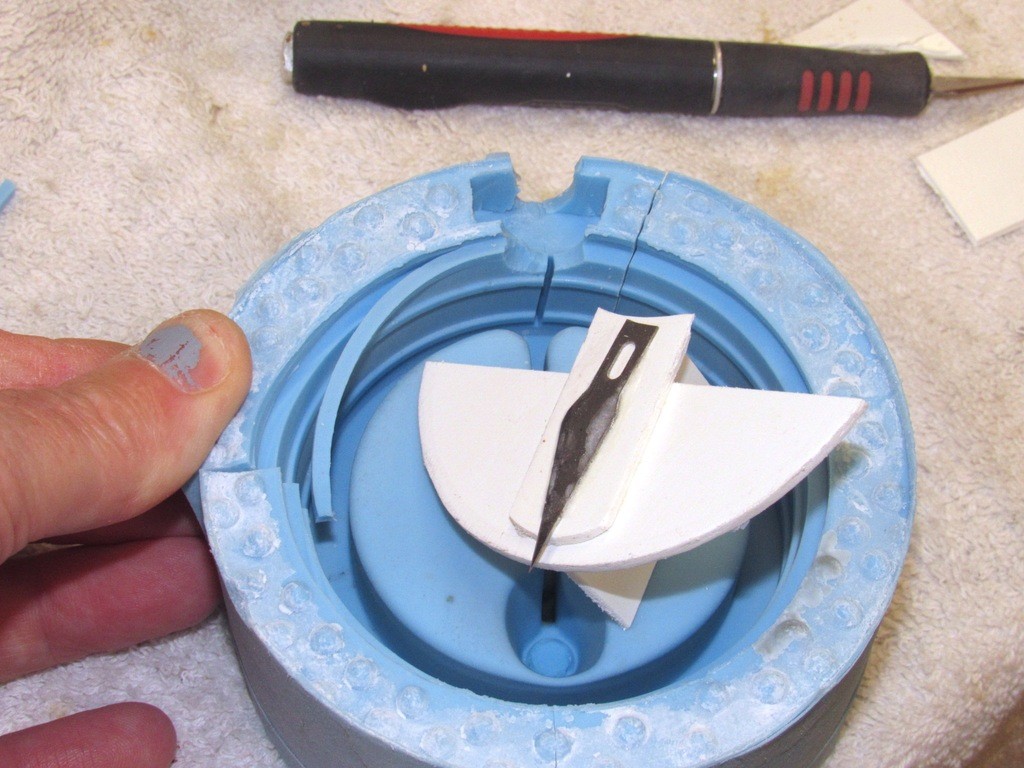
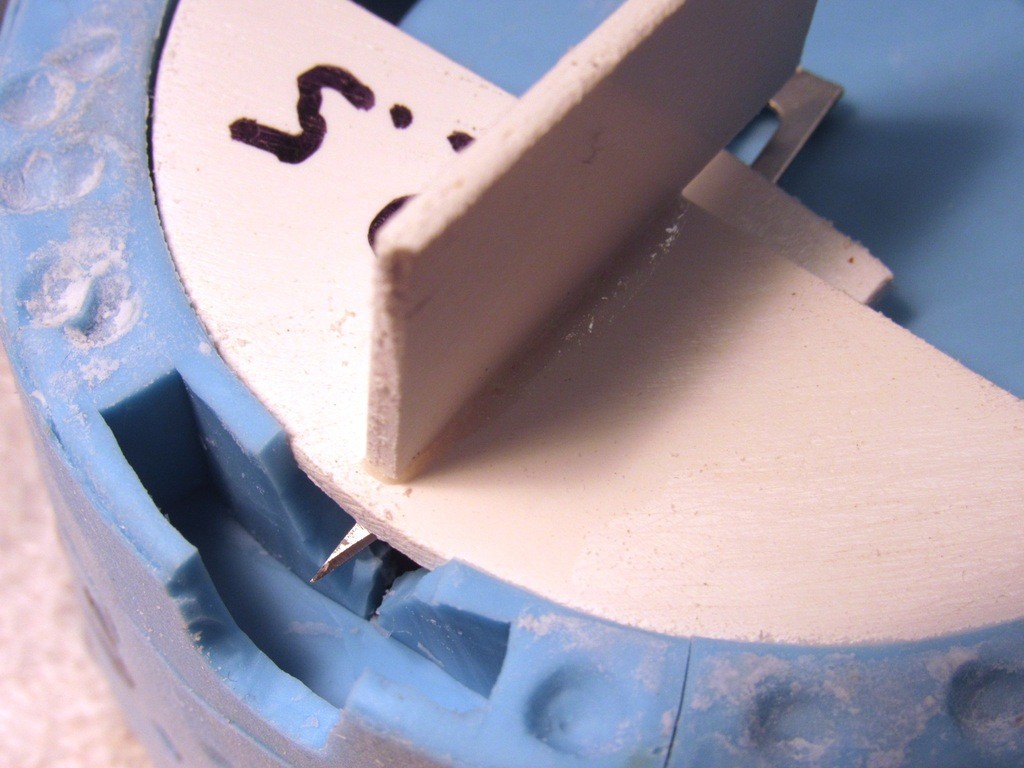
To slit the three different diameters of tools, I made three specific slitting tools; one for the 2.5” diameter union tools, one for the 3” diameter union tools, and another for the 3.75” diameter union tools. The work went surprisingly fast.
The operation was simple enough: hold the semi-circular edge of the slitting tool in the existing grove of the tool, and rotate. Follow that with a 90-degree slit from the top with a hand-held X-Acto knife, and I’m done.
Of note here is where the blade of this slitting tool is projecting – this cavity is both sprue and riser; it’s where the liquid resin is introduced into the molds cavity and were make-up resin comes from to make up any liquid lost as air-bubbles within the mix are crushed into solution during pressurization.
I’ve poured several parts from these modified tools and I had no problem smoothing out the rough ‘stops’ on the lathe while turning the radial flanges to form tight fits to the Lexan cylinders they support. This is a stop-gap solution though; I’m re-working the masters with fattened stops and will produce ‘production tools’ that will incorporate that and other changes – to correct problems identified in the initial batch of MSD resin parts.
Tool preparation starts with a heavy spray coating of part-release. This silicon oil forms a barrier between the tools rubber and the polyurethane casting resin. I go through the Mann 200 part-release by the case! Good stuff.
Note the brass inserts in some of the tool halves. These ‘cores’ suspend an o-ring that will be encapsulated in the unions; that o-ring making a watertight seal between the unions internal bulkhead and brass tube conduit that runs the length of the ballast tank. After a casting is made, the tool is opened up and the part extracted, I then yank the brass core out which leaves the conduit bore and o-ring that slightly projects into that bore. Slick! I learned this trick by hanging around the rubber and mold shop aboard the USS YOSEMITY back when I was a snot-nosed Diver.
To enhance the ability of the liquid casting resin to fill all voids within the tool a thick coating of talc or corn starch is applied within the tool cavities – the excess powder shaken out onto the floor before the tools are assembled. The powder coating held in place by the sticky part-release previously applied. The powder works to further isolate the rubber from the crazing effect of the casting resin, extending tool life. The powder also works to wick resin into the tight areas of the cavity, contributing to a better fill.
Nowadays I can expect at least eighty cycles from a tool. Forty years ago I was lucky to get twenty.
The marvels of modern chemistry.
Artifacts of the resin casting process are the sprue and riser elements of the casting. These are the result of the cavities that introduce the resin to the tools cavities, permit the escape of displaced air, and provide make-up resin as entrapped air not vented away is crushed into solution during pressurization. These appendages to the casting proper have to be snipped or sawed off the resin part before any serious machining can begin.
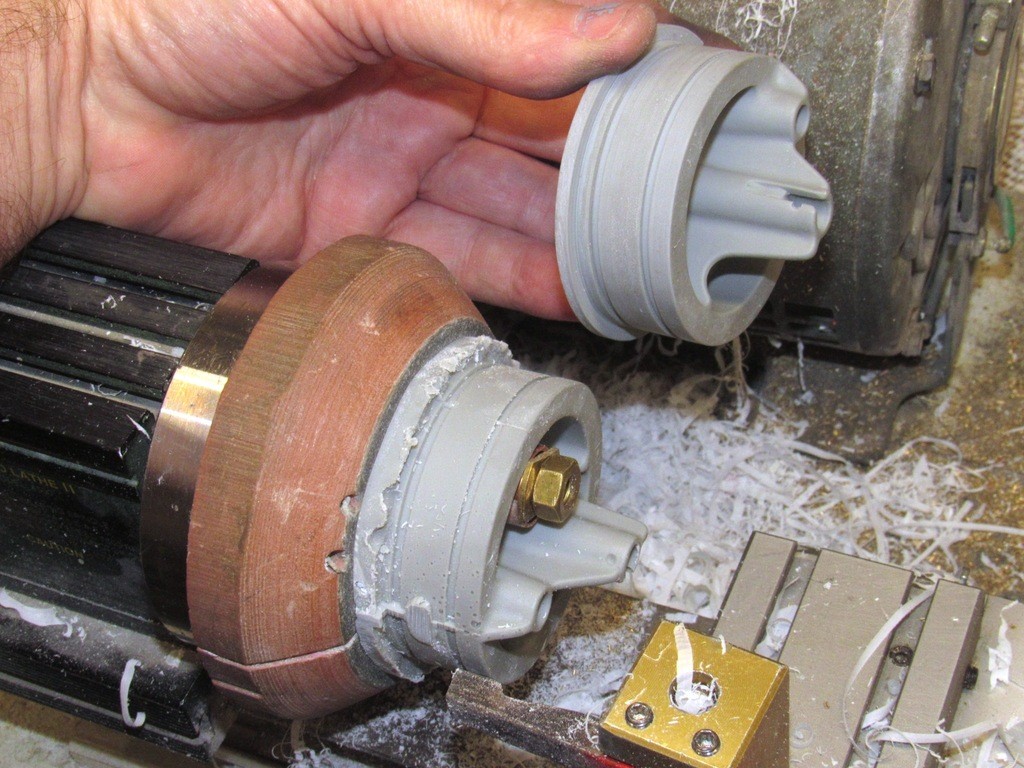
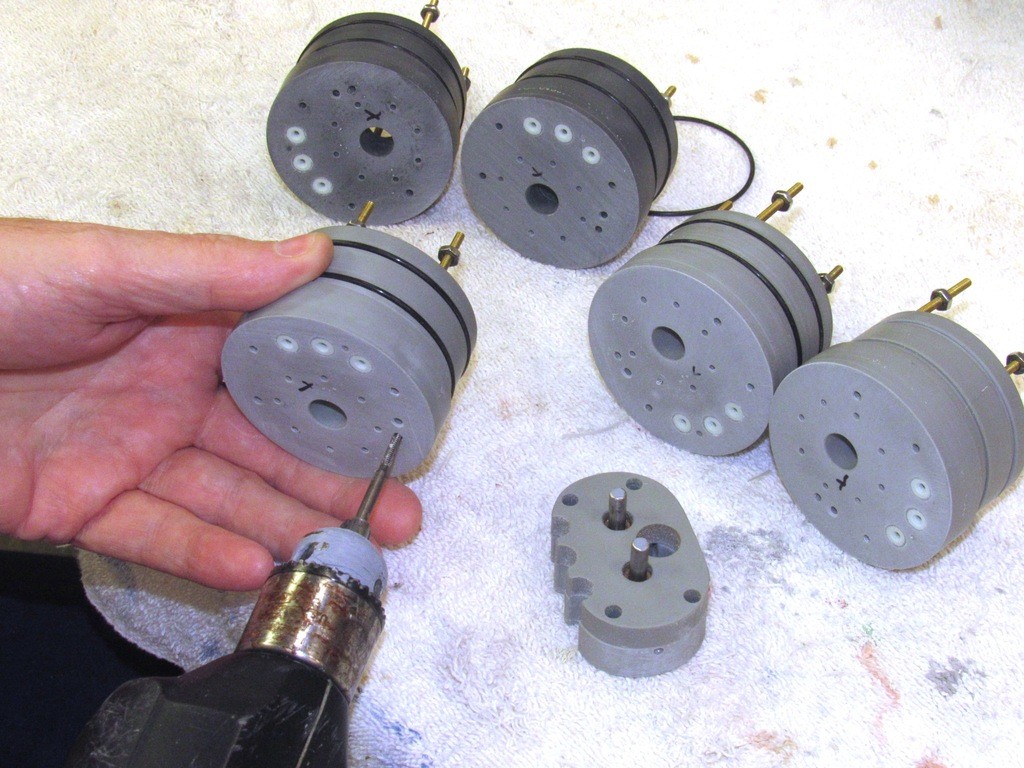
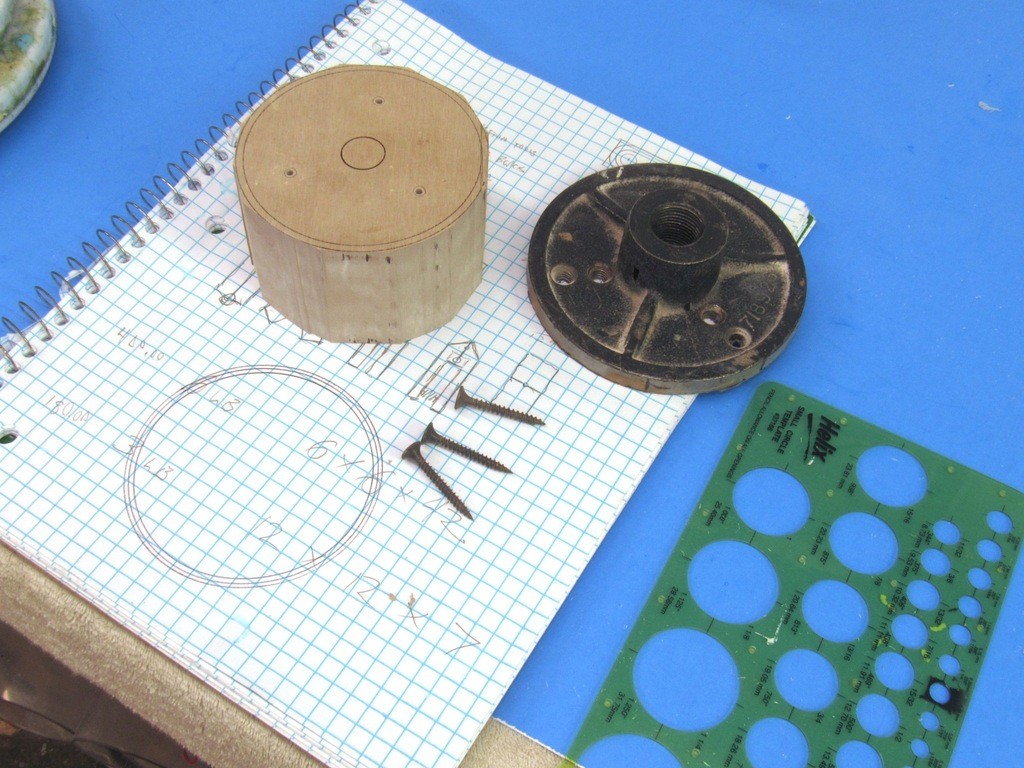
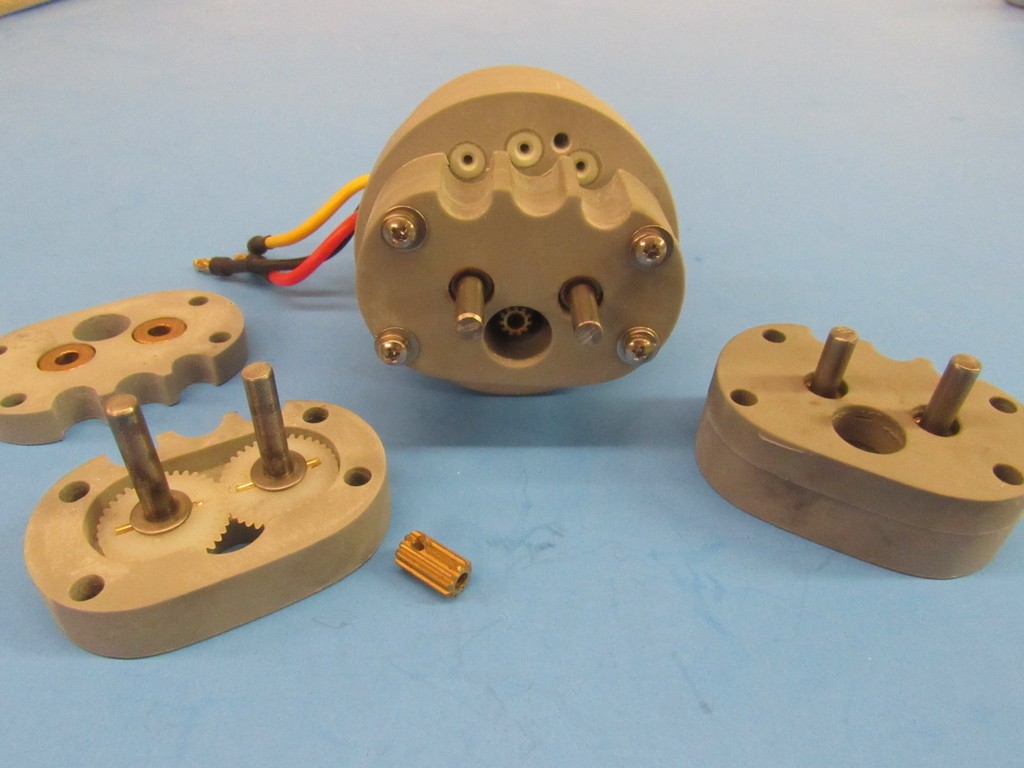
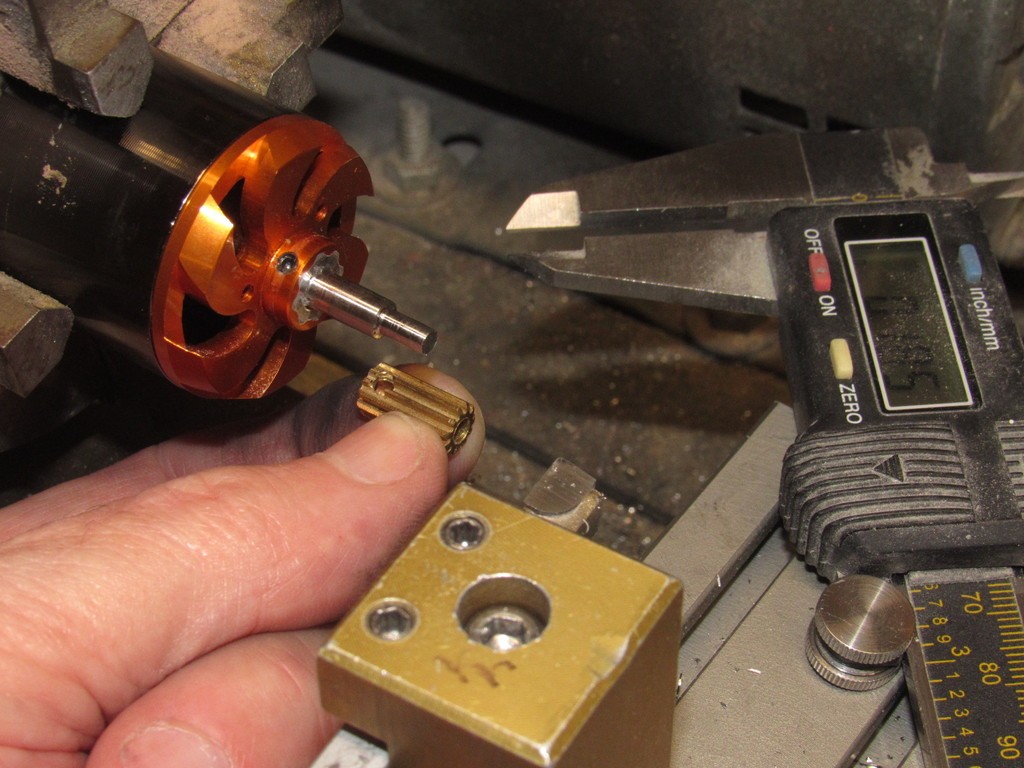
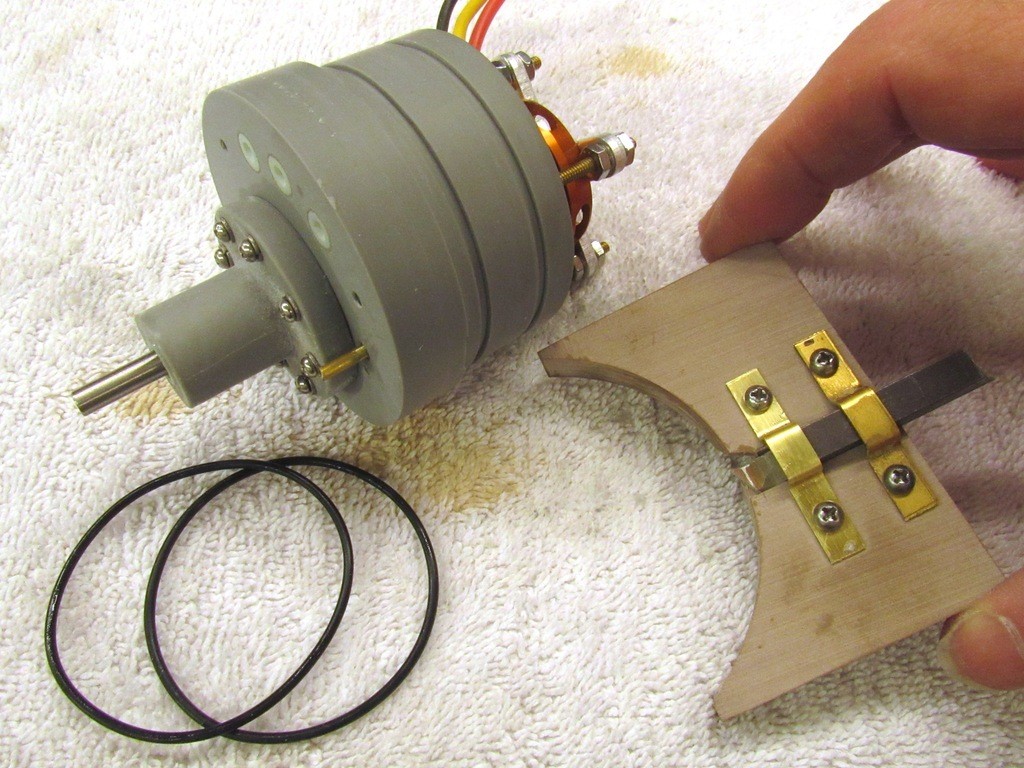
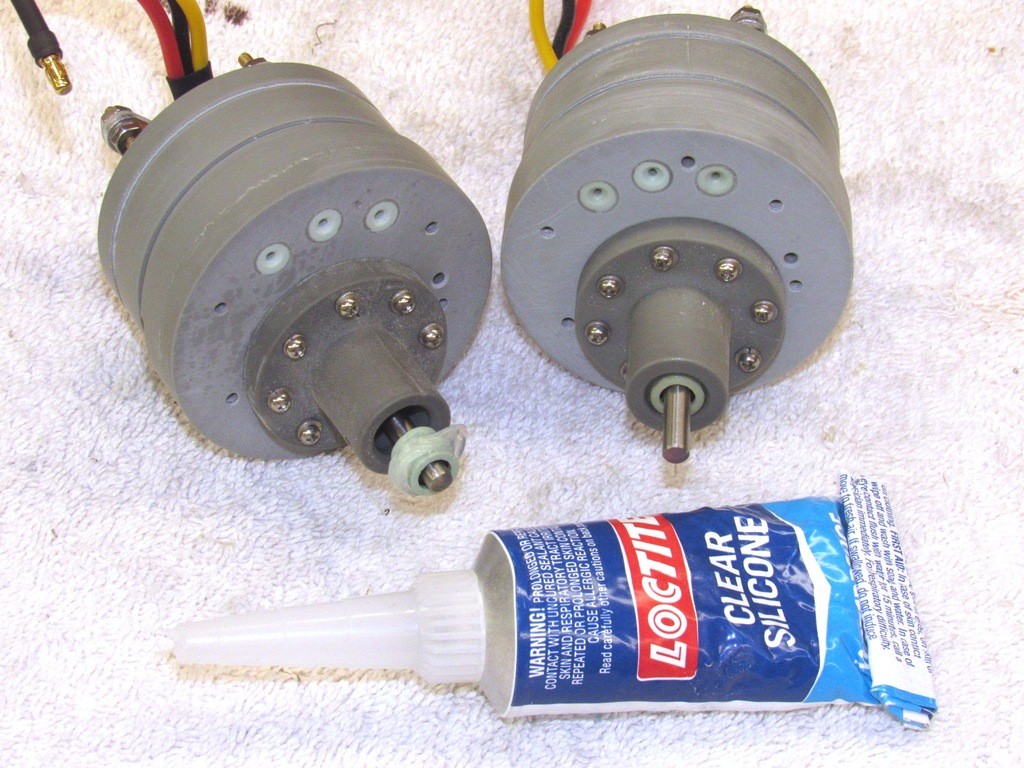
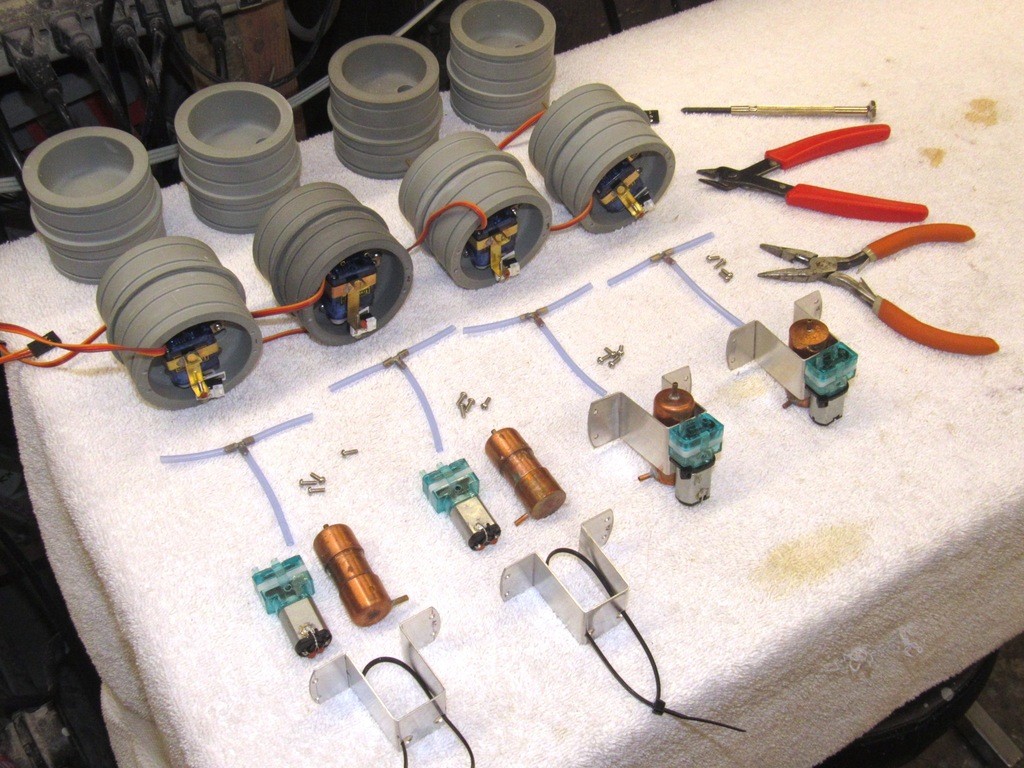
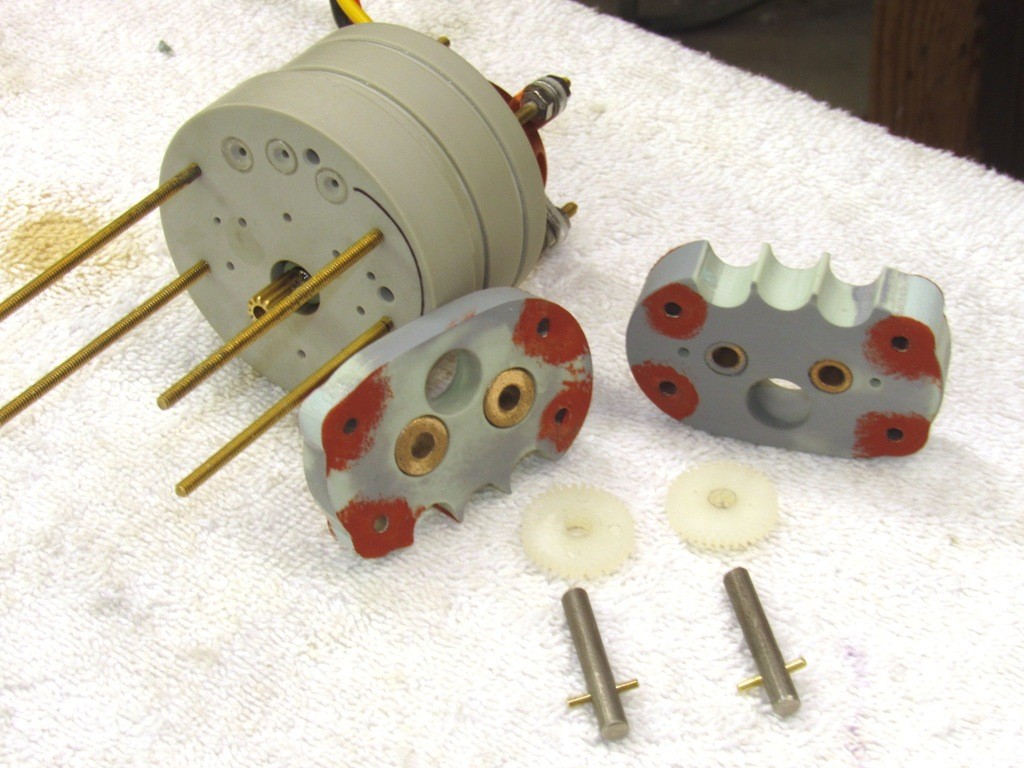
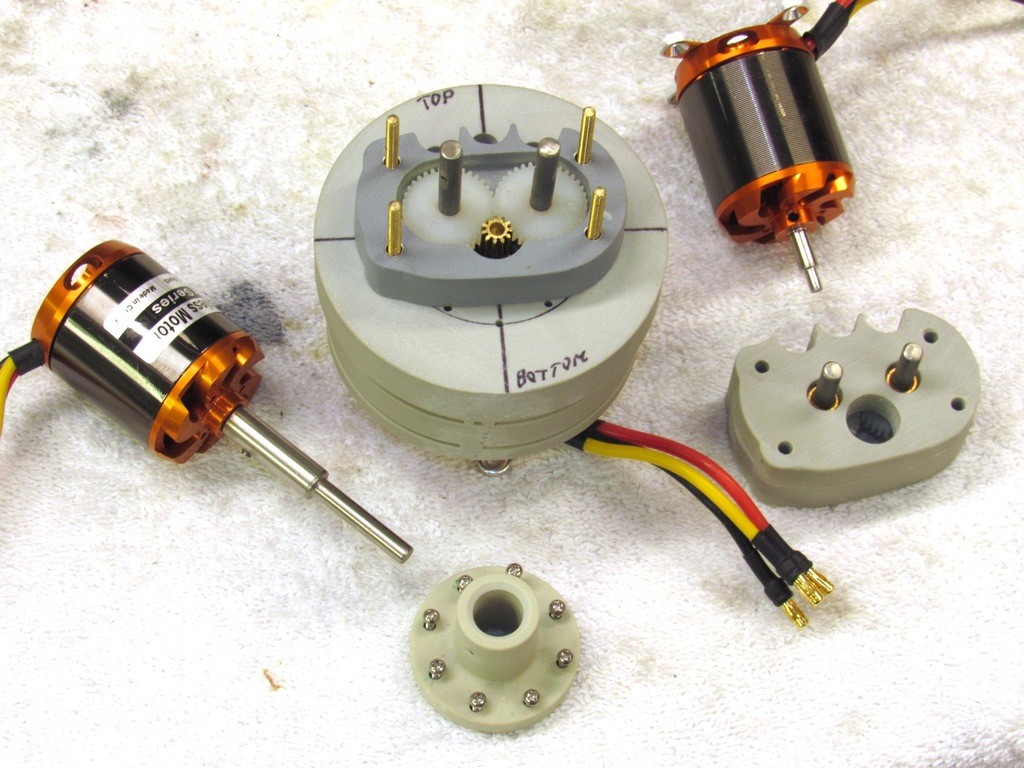
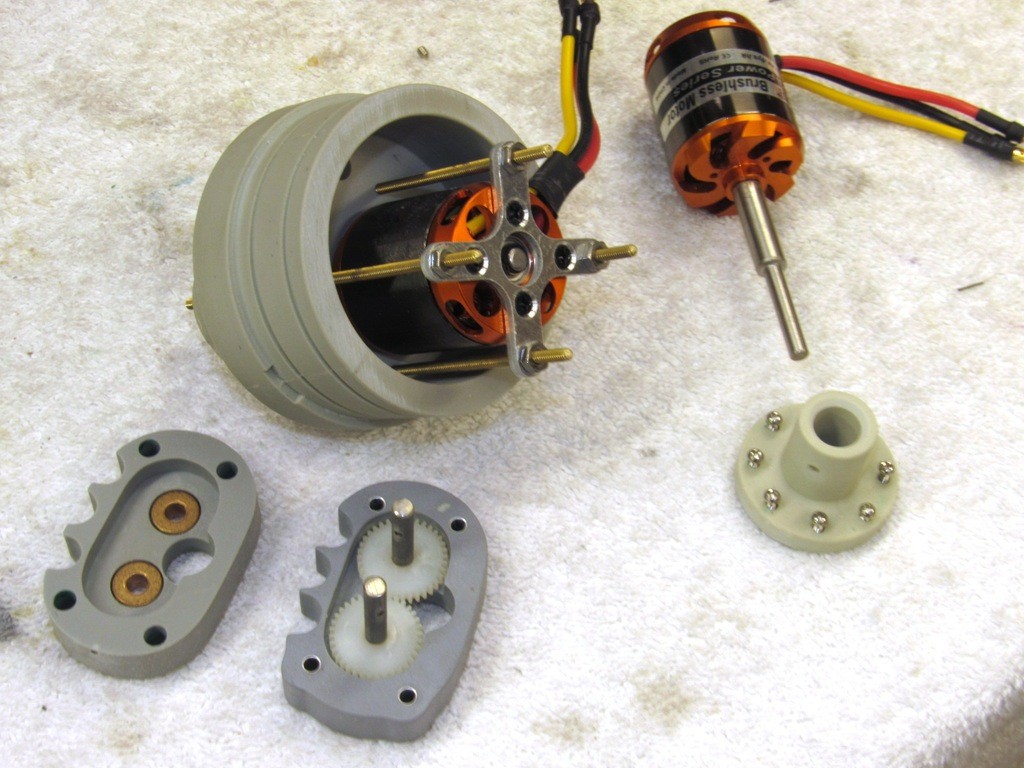
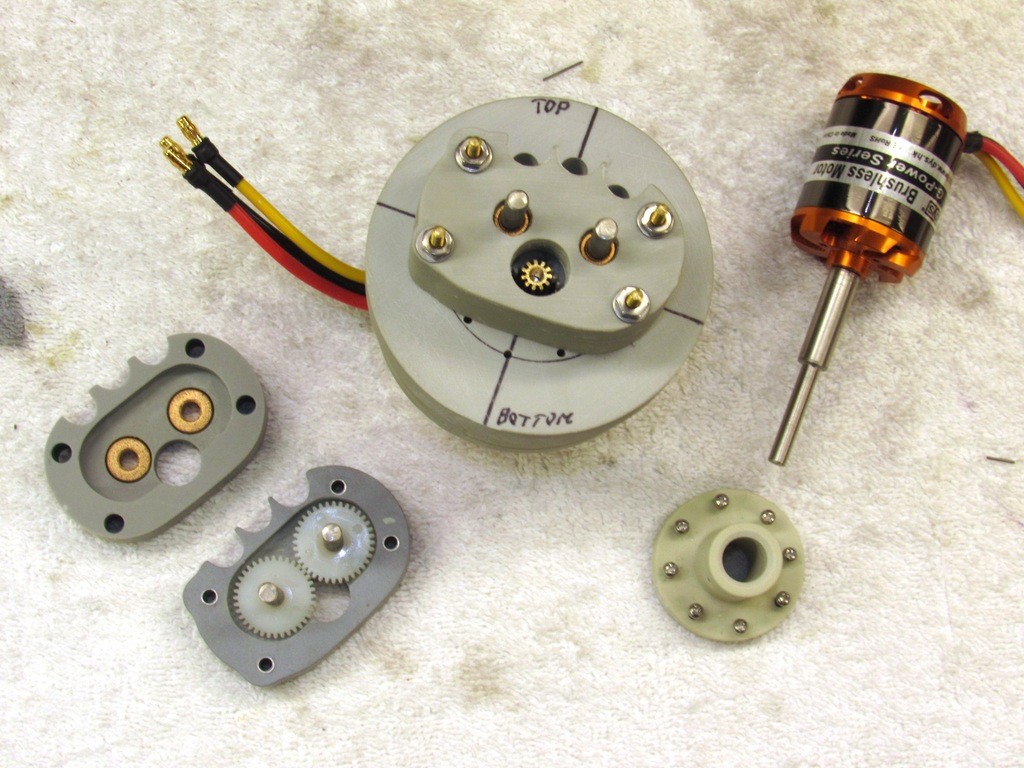
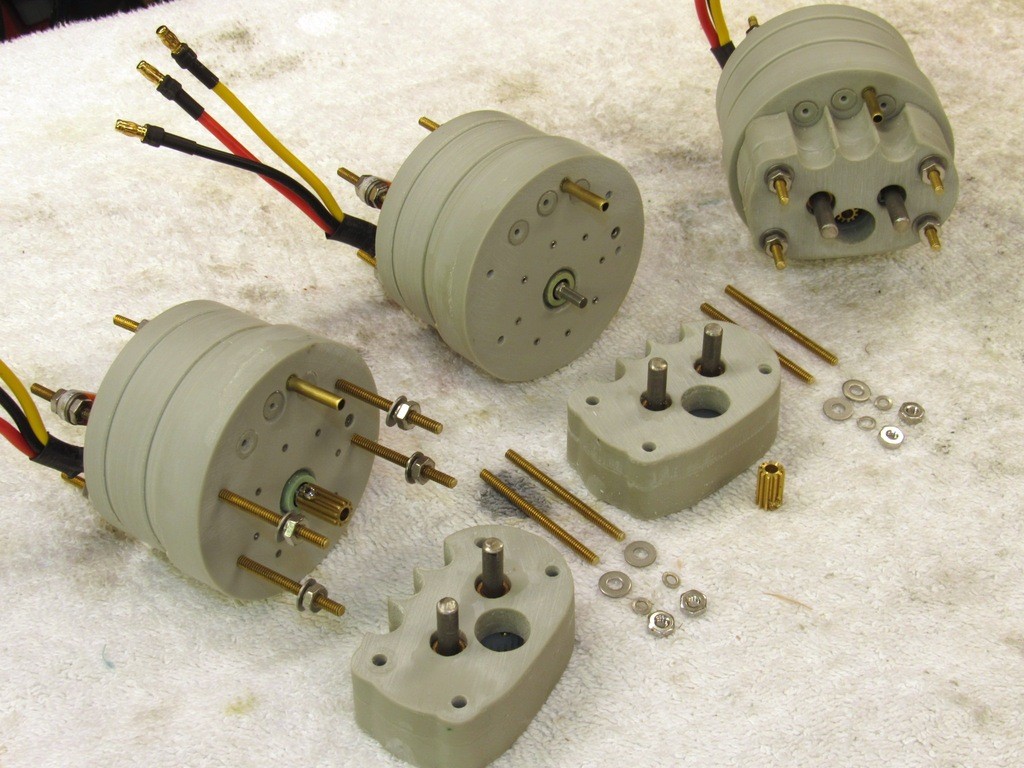
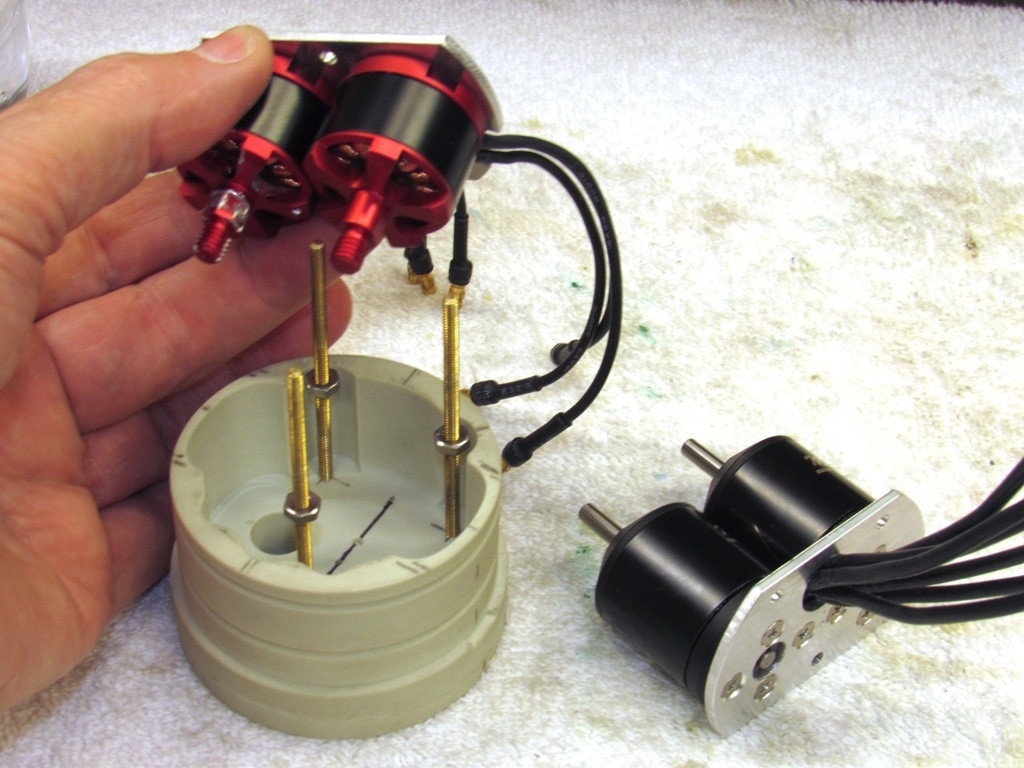
Some castings after clean-up and sizing are further worked with the installation of Oilite bearings, such as these ‘gear-splitters’ used to produce two counter-rotating shaft outputs from a single shaft input. Surprisingly CA adhesive works to permanently glue these oily flanged shaft bearings in place.
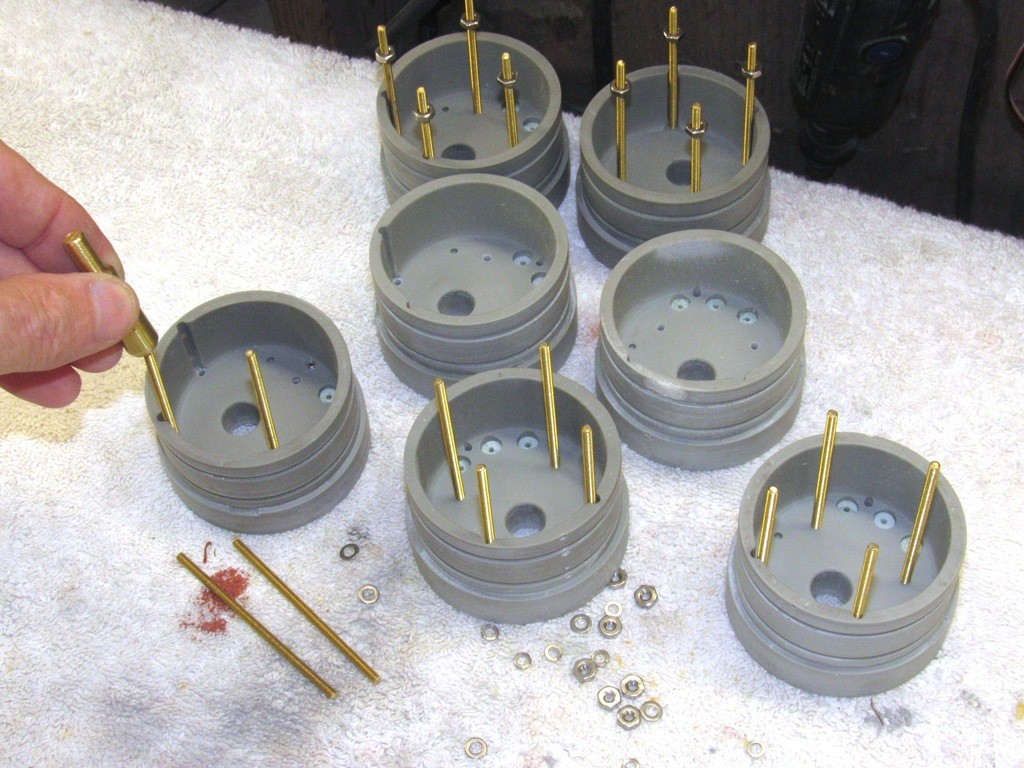
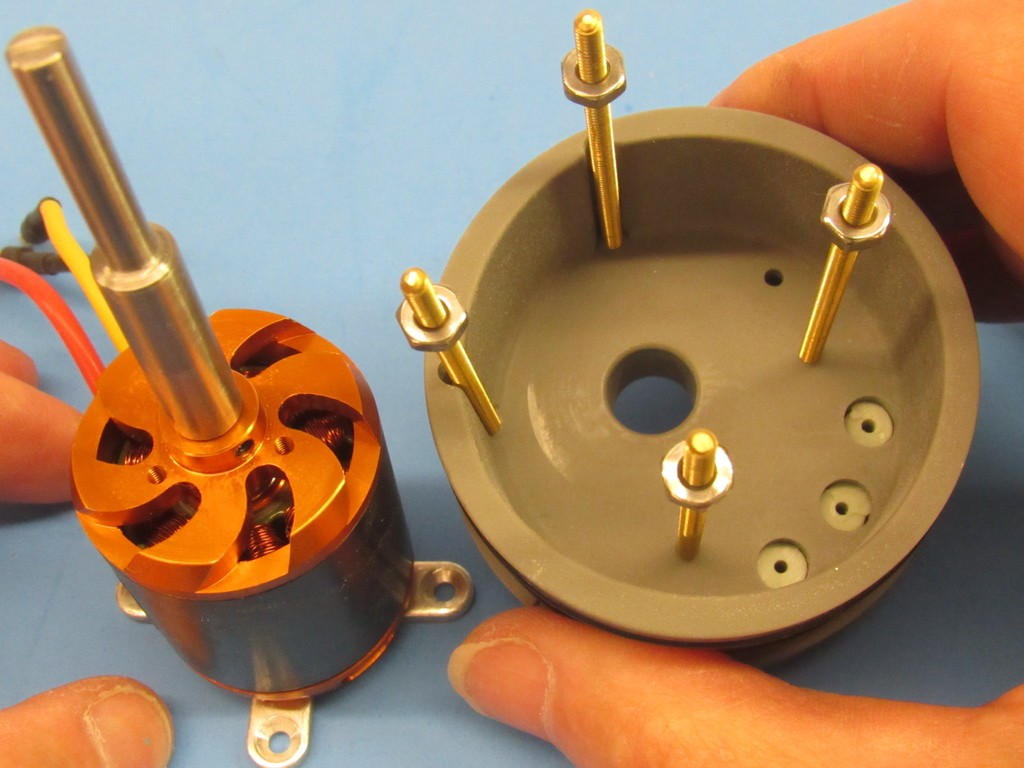
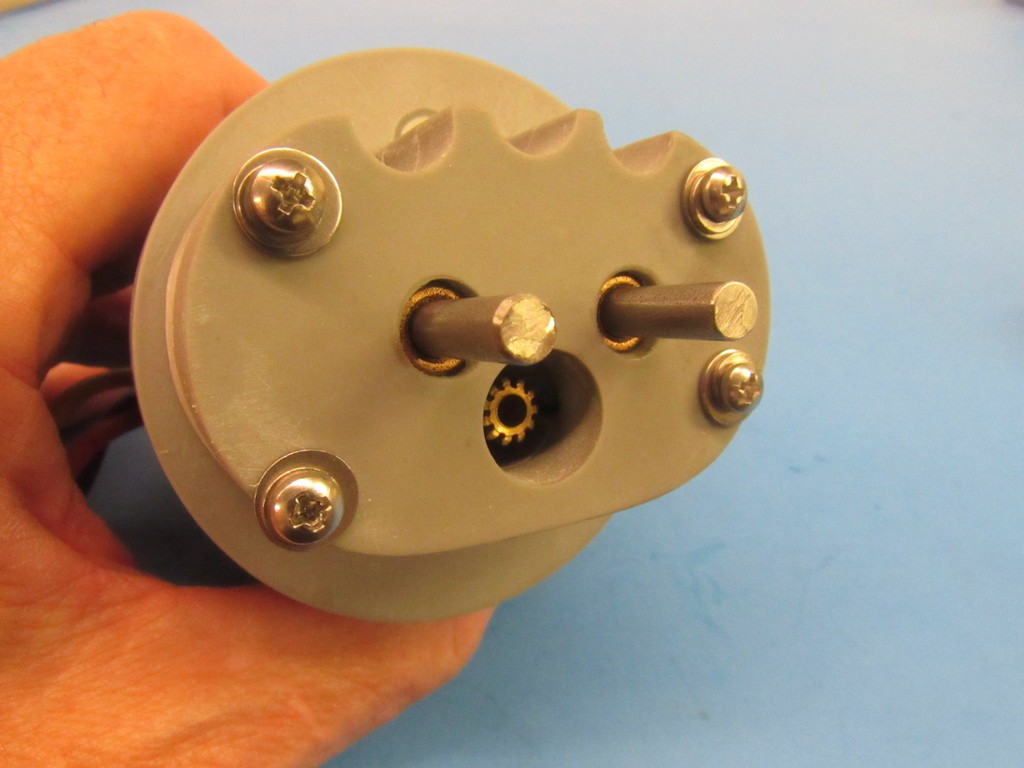
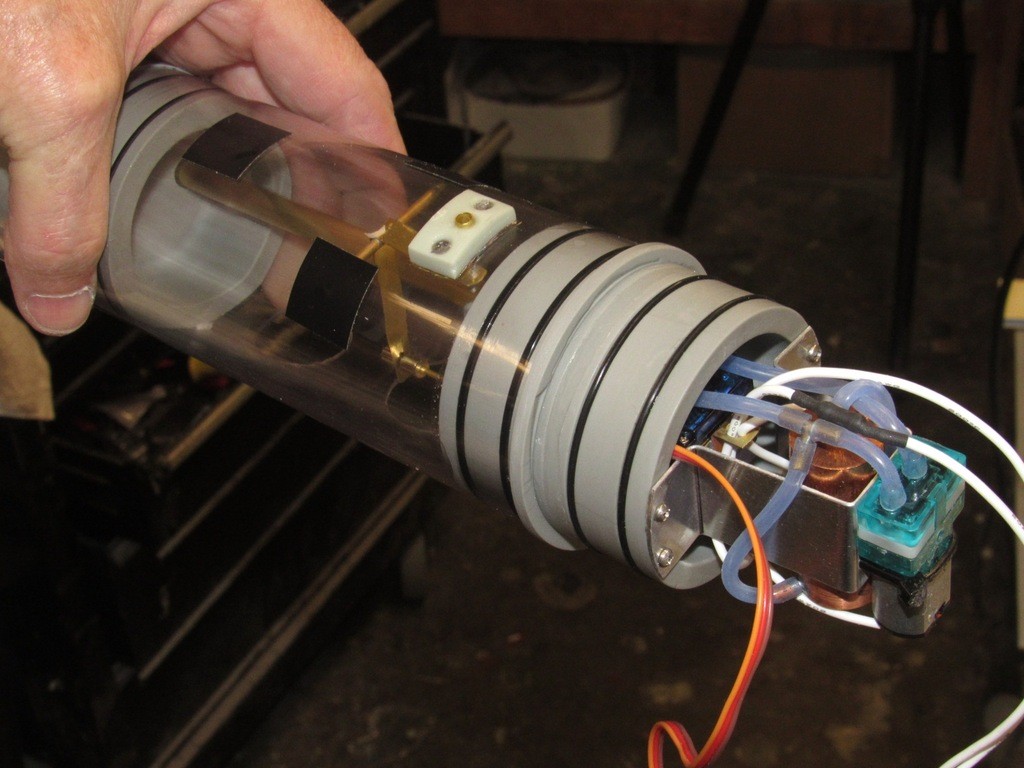
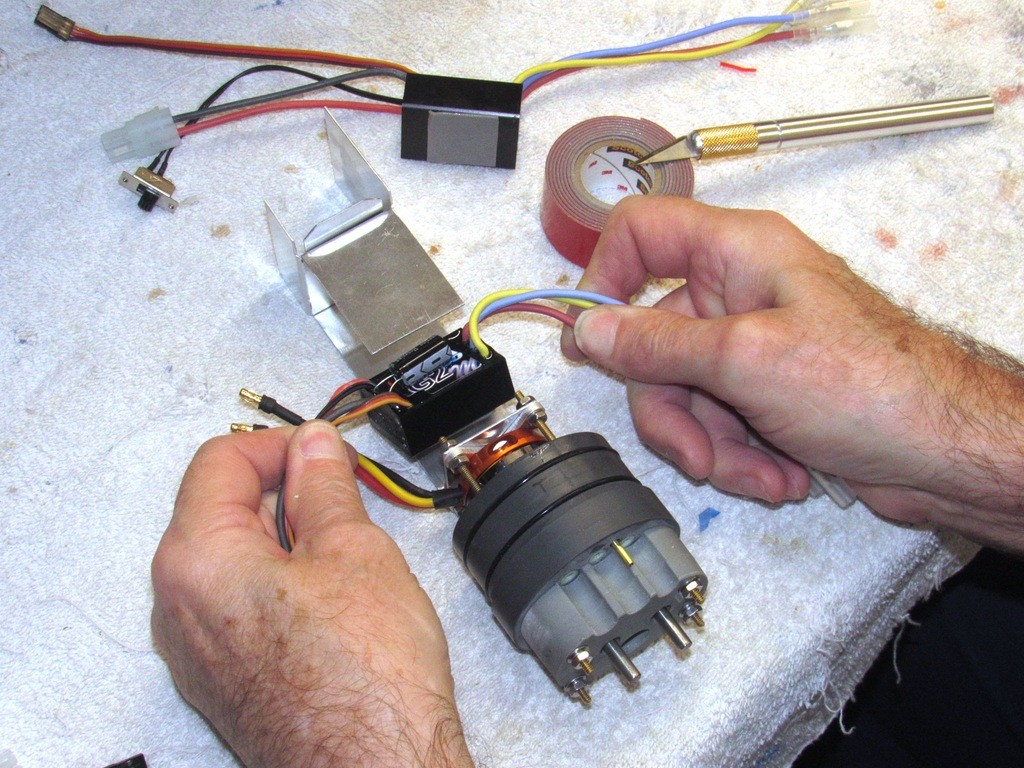
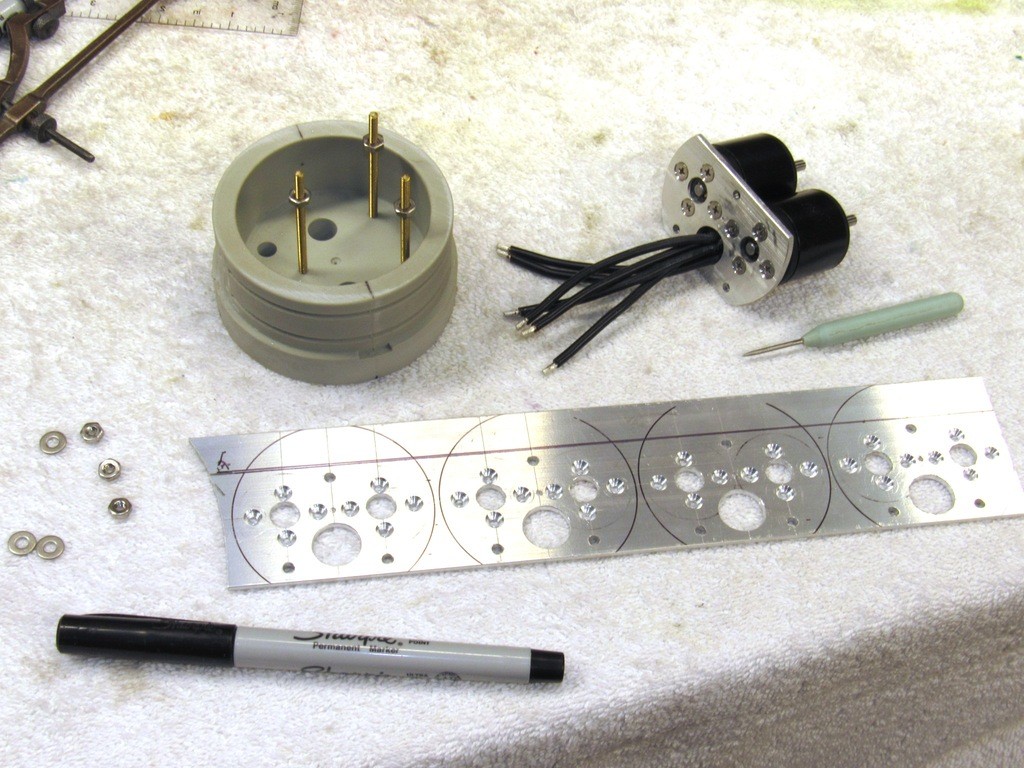
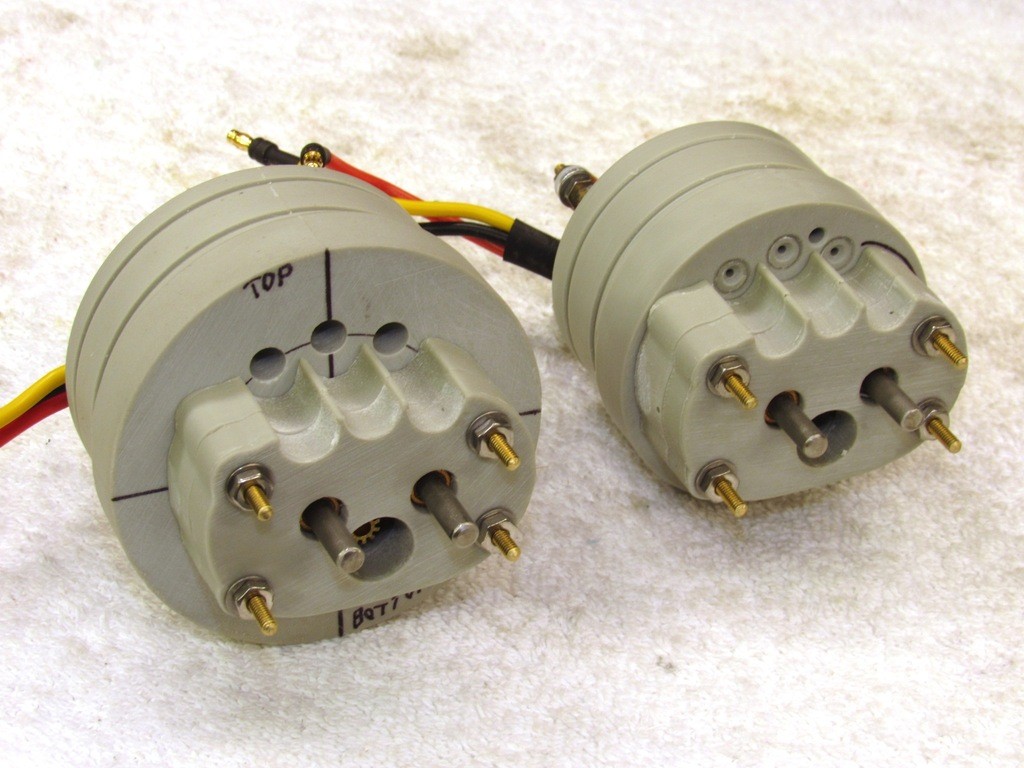
Exemplified here a motor-bulkhead casting has not only been equipped with a gear-splitter unit, but also shows off the post casting insertion of three watertight seals that pass control surface pushrods. You can just make out support studs, spider motor-mount, and out-runner type brushless motor that outputs into the gear-splitter through its own watertight seal.
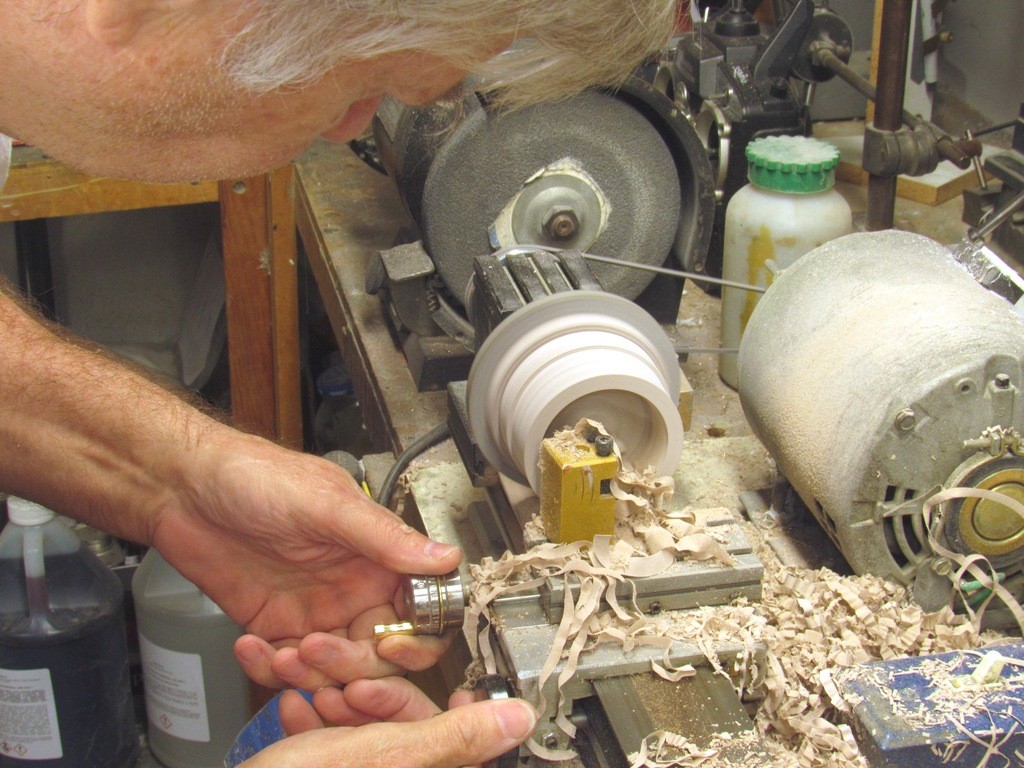
Casting MSD parts is only the start. There is much machining and part integration needed to make these parts useful elements of the system.
As commercially available Lexan cylinder has a wide variance of diameters (very, very sloppy industry tolerance) -- I don’t know from buy to buy just what actual diameter I have in the racks -- I produce my bulkhead and union masters substantially over-sized in diameter. This not only accounts for the inevitable shrinkage of the room temperature vulcanizing (RTV) tool rubber and shrinkage of resin as it changes state from liquid to solid, it also assures that no matter how out of specification my Lexan cylinder is, I would be able to reduce the diameter of the cast resin bulkhead or union to fit to the cylinder at hand. One size DOES NOT fit all!
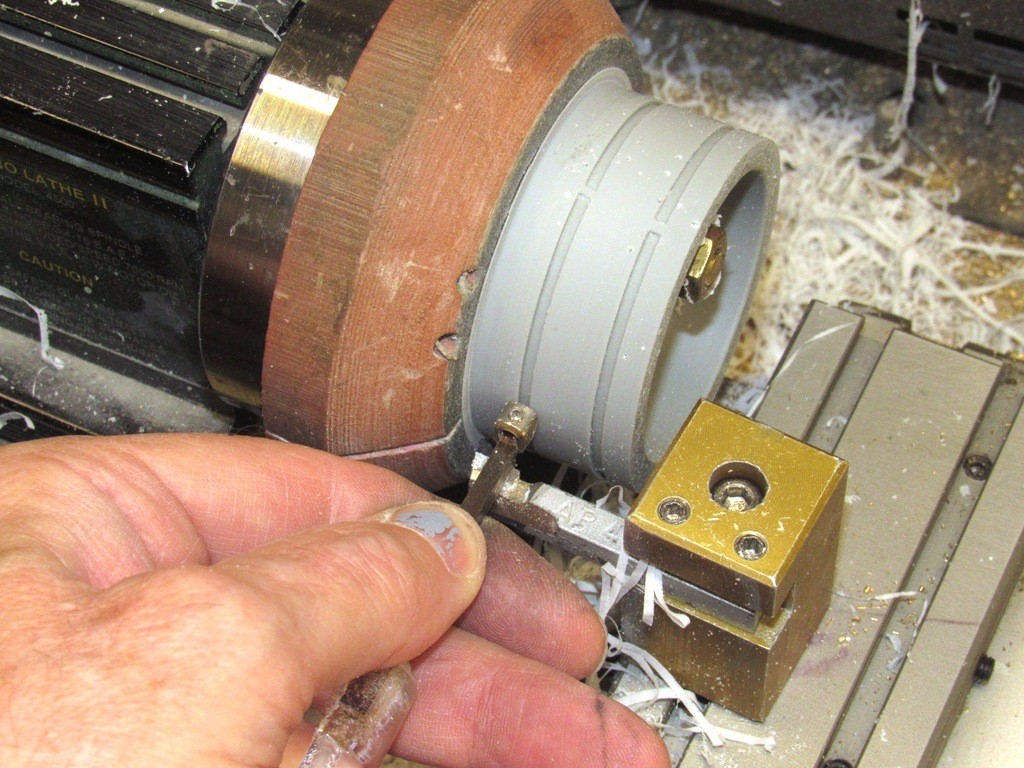
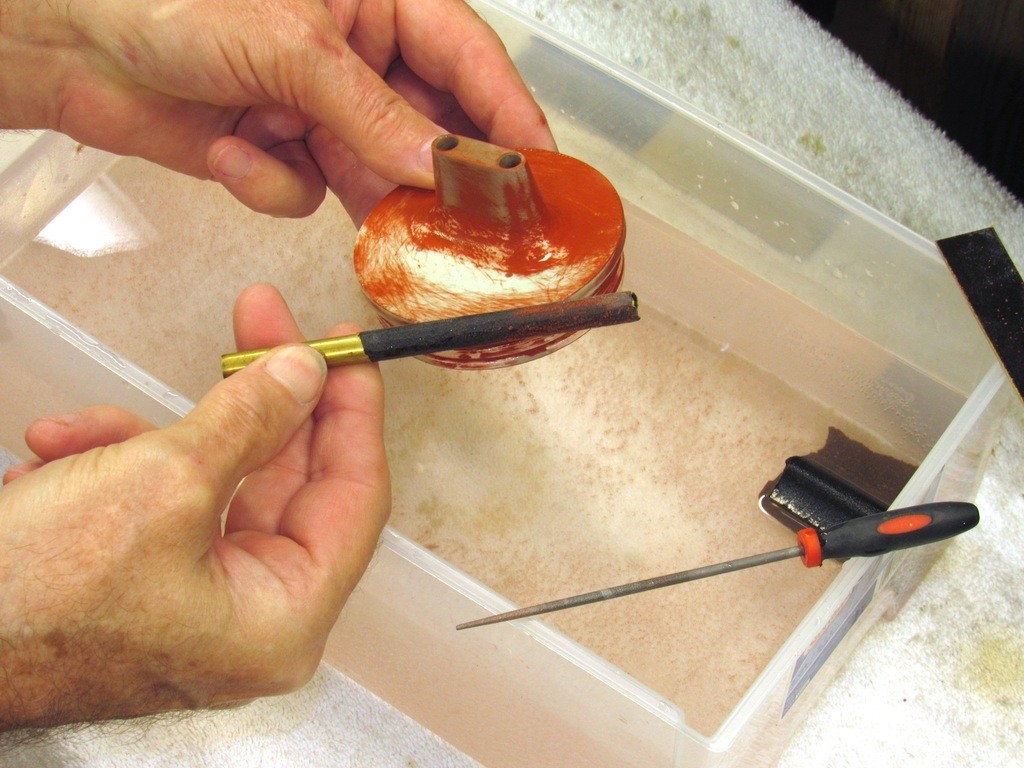
In foreground is a raw cast resin union, mounted on a lathe holding fixture ready to be machined to the desired diameter. I’m holding a machined example of the same item, ready for insertion into the cylinder it has been sized to fit. The terribly flawed stop you see here, butted against the face of the holding fixture, is a consequence of the somewhat less than perfect slitting job I did on its tool to fatten up the stop in the eventual casting. Once faced and shaved to correct diameter the casting will be just like the one in hand.
Shaving the outside diameter of the radial flange; as well as facing the god-awful ragged ‘stop’, is a simple lathe job. However, a big side-step away from ‘shop safety’ is the use of a hand-held cutting tool to gouge out the two o-ring grooves. The depth of the groove set to be about two-thirds the wall thickness of the o-ring used to make watertight the union between ah … the union and Lexan cylinder.
Note how I use (most improperly) the lathes cross-slide mounted cutting bit as a tool-rest as I fine-tune, by hand, the depth of the o-ring grooves in this casting. Very bad shop practice to bare-fist a tool like this. No problem. It’s my frig’n shop, and I’ll do what I bloody well please, thank you very much!
OSHA and the other Federal and local Regulatory agencies can kiss my nonunion ass!
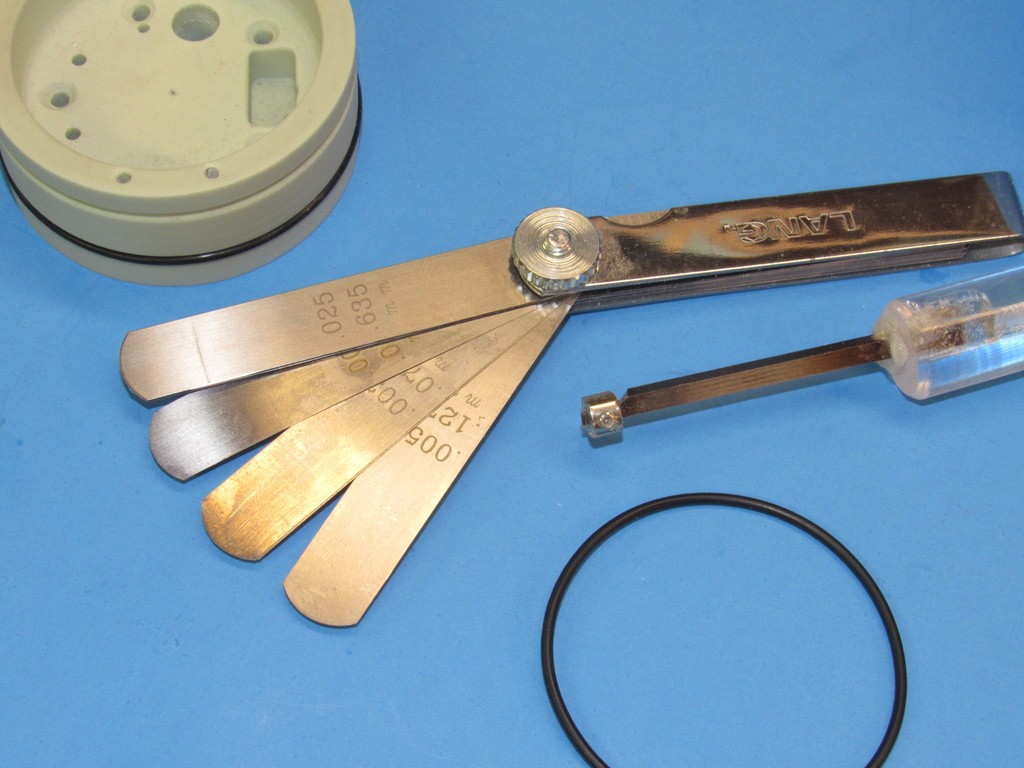
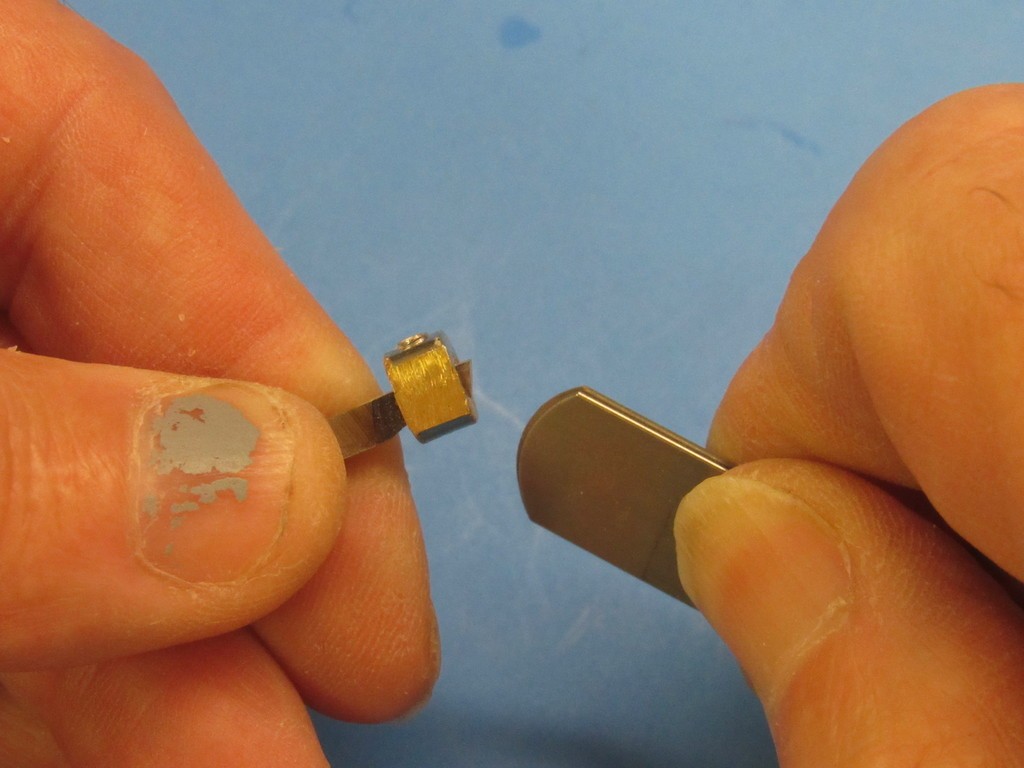
The o-ring groove cutting tool is simple enough, a tool-steel blank is mounted in an acrylic handle and its cutting edge ground and honed, and a modified wheel-collar used to act as a stop that insures the depth of o-ring groove cutting stops at the correct depth.
A little math and I set the distance of the wheel-collar stop to the tip of the tool using the appropriate leafs of a feeler-gauge.
The stop is secured to the tool with a set-screw.
A cheat I employ if I find that the o-ring is either too tight or loose when the cylinder is installed over the union or bulkhead radial flange is to go to an under or over-sized o-ring. The end-game is to get a good mashing of the o-ring between flange and cylinder, easy to see through the transparent Lexan.
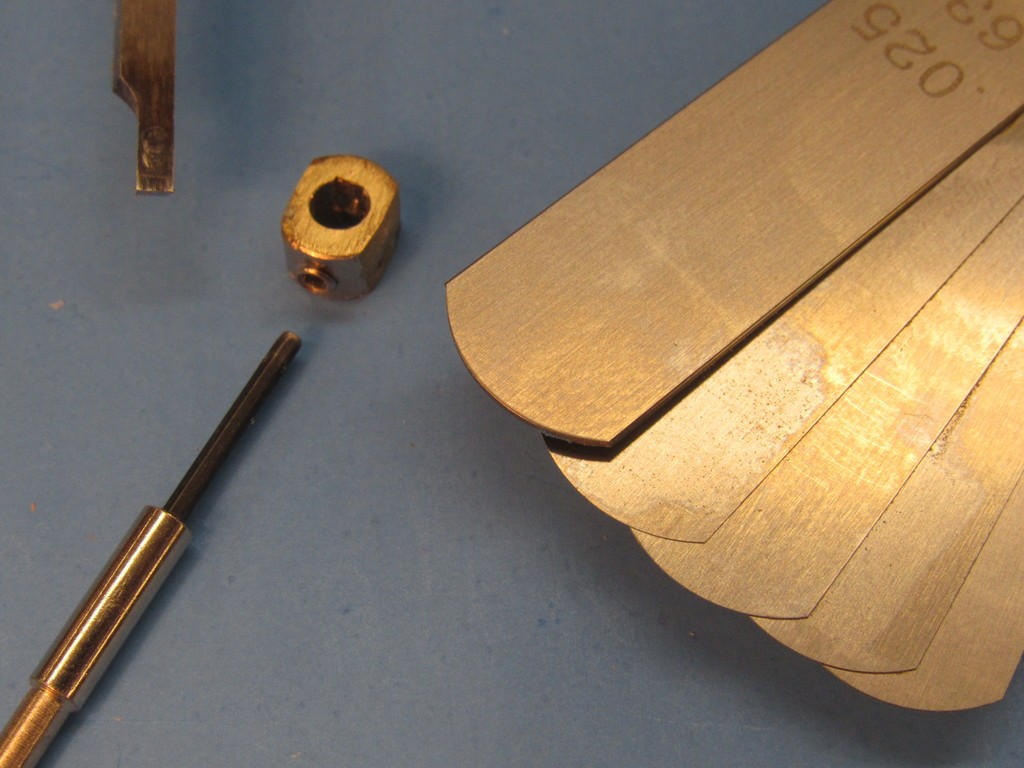
I put in a few hours on the 1/96 ALBACORE and SCORPION models. The deck hatches – hatches that are pretty much of the same type for these boats – were worked up in mass to limit the steps taken to get them ready for installation. The two deck hatches on the SCORPION are recessed and faired over by fairing plates which feature an opening in their centers to clear the hatch hand-wheel and fairing bail. The bail fairleads the escape buoy down-haul cable when it’s deployed.
The ALBACOR deck hatch arrangement is a bit different: the forward hatch (on later variants of the much altered little research boat) is recessed and faired over like the SCORPION’s, but the after deck hatch sits atop the hull, which makes for an interesting and eye-catching arrangement. Note the opening near the ALBACORE’s bow what will later contain the bow compartment deck hatch. A fairing plate will fit the opening.
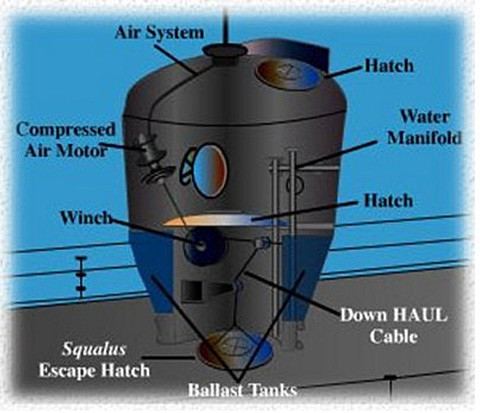
In the early days of American ‘modern’ submarines the escape trunks (typically two of them, one forward over the torpedo-room/bow compartment; and one back in the engineering spaces) were topped with the hardware needed to make possible use of the McCain rescue chamber. A down-haul cable, released by the submarine, and yanked to the surface by a buoy, would be spliced into a winch within the rescue chamber (an underwater elevator, if you will) and used to pull the rescue chamber down onto the seat surrounding the escape trunk hatch. Four hold-down padeyes on the submarines deck would be made up to fixtures within the skirt of the escape chamber to more securely attach the rescue chamber to the deck of the disabled submarine.
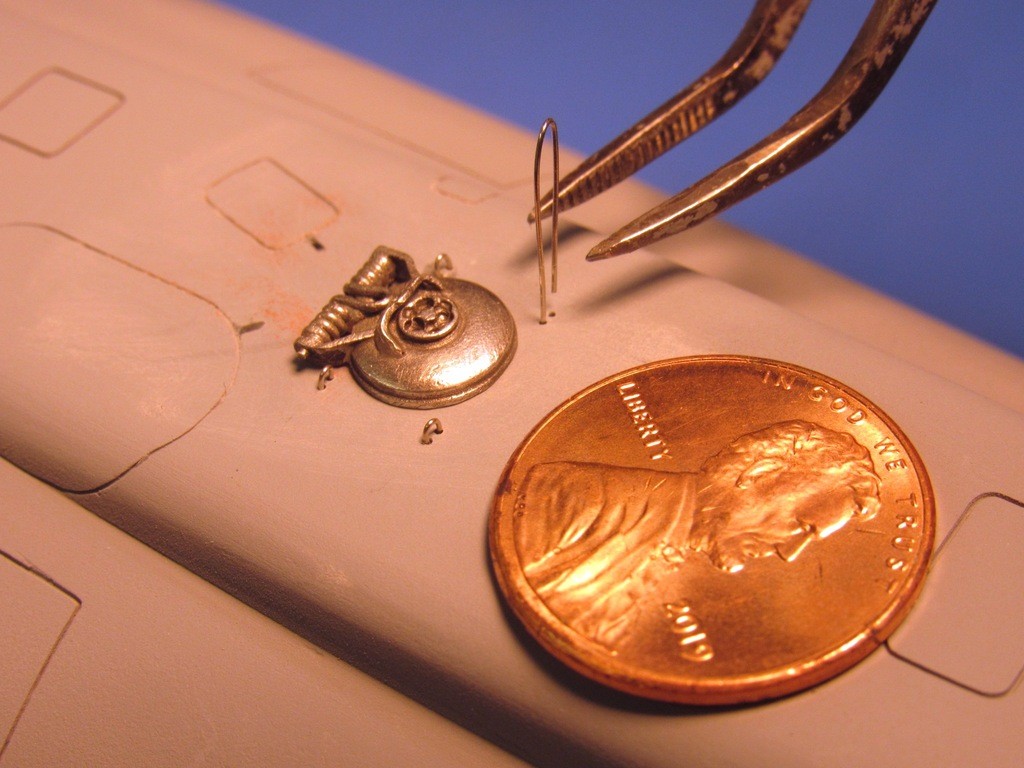
Here I’m fitting small gauge wire into holes drilled around the ALBACORE’s deck-level after hatch, these forming the rescue chamber hold-down padeyes. The diminutive size of the 1/96 hatch and other items emphasized by the penny.
The down-haul cable runs from a reel under the submarines deck, fairleads through the hatch ‘bail’ and then runs to the escape buoy. When deployed the cable end, with a swaged flair fitting at its end, jams into the bottom of the bail, positioning the vertically running down-haul cable dead-center to the hatch – insuring that the rescue chamber will naturally seat neatly around the hatch and hold-down padeyes when its skirt makes contact with the submarines deck.
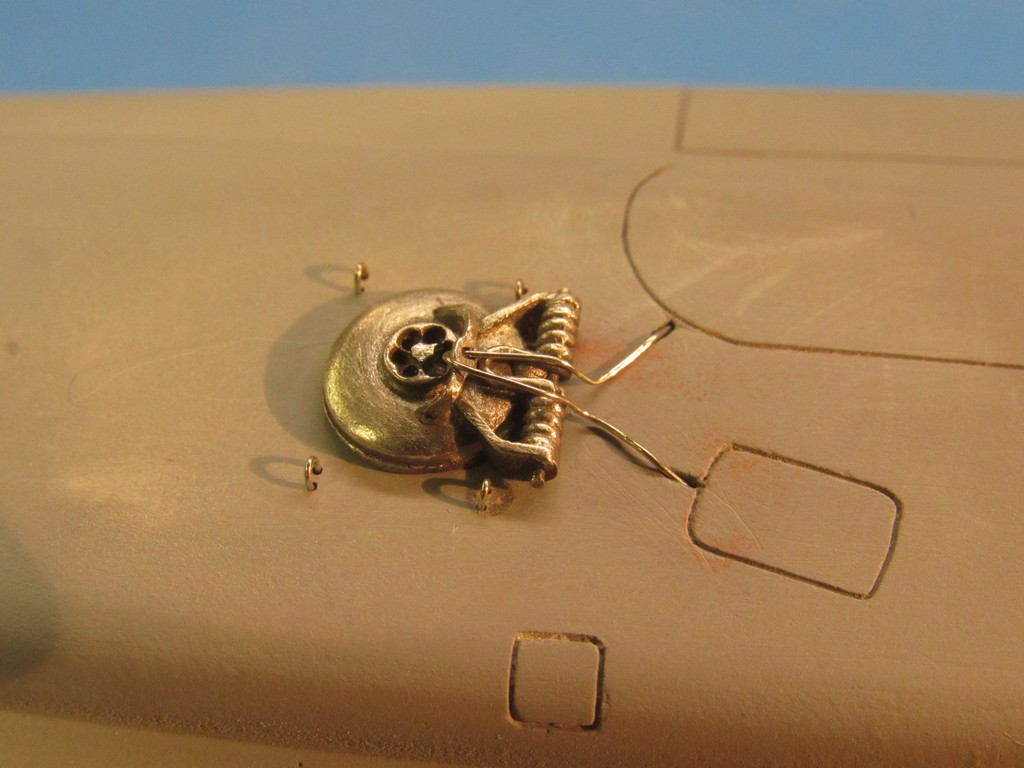
I make it a practice to insure all off-model items are test fitted to insure I won’t have any assembly problems after everything has been painted. An example of that precautionary work is the after deck hatch of the ALBACORE model. The hatch, rescue chamber hold-down padeyes, and down-haul cable all assembled as they eventually will be on the finished model. Once I affirm that everything fits properly, the items are taken off the model and finished separately. Rejoined only after all painting and weathering is completed.
The recessed deck hatches are mounted on cast resin foundations that will eventually be glued to the inside of the hull, with the top of the deck hatch projecting through a hole in the center of the deck fairing plate. These are cast white-metal items. Note that the hatch and fairing bail are separate items that have to be glued together. Two recessed deck hatches for the SCORPION and one for the ALBACORE; and one deck mounted hatch for the ALBACORE.
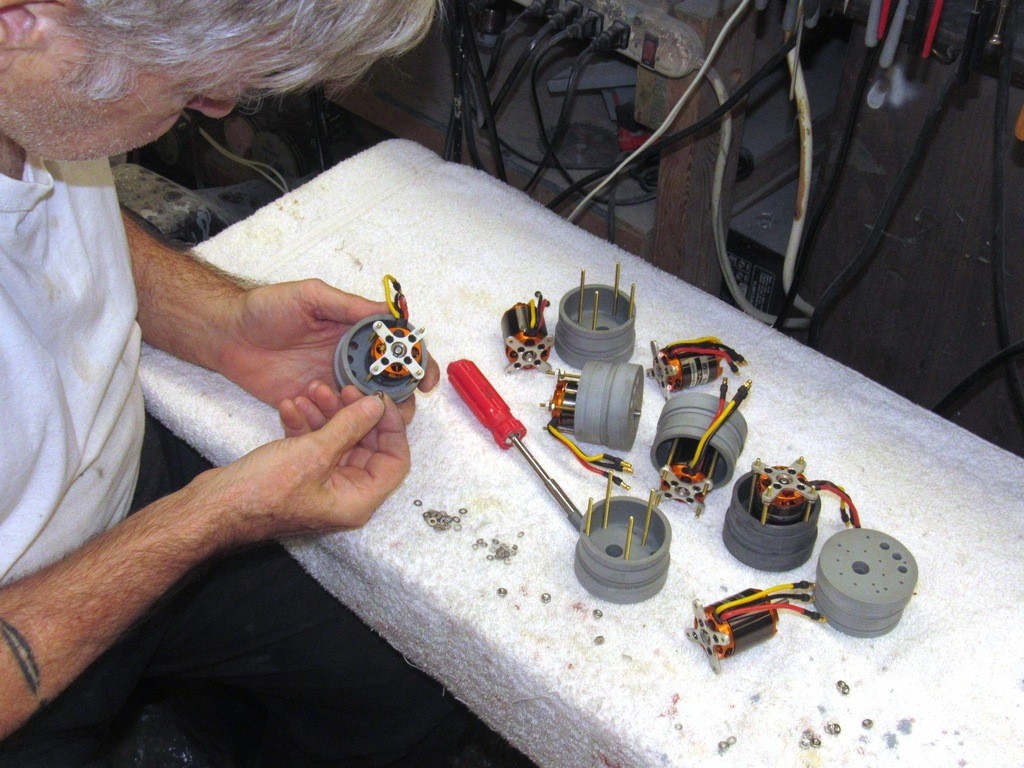
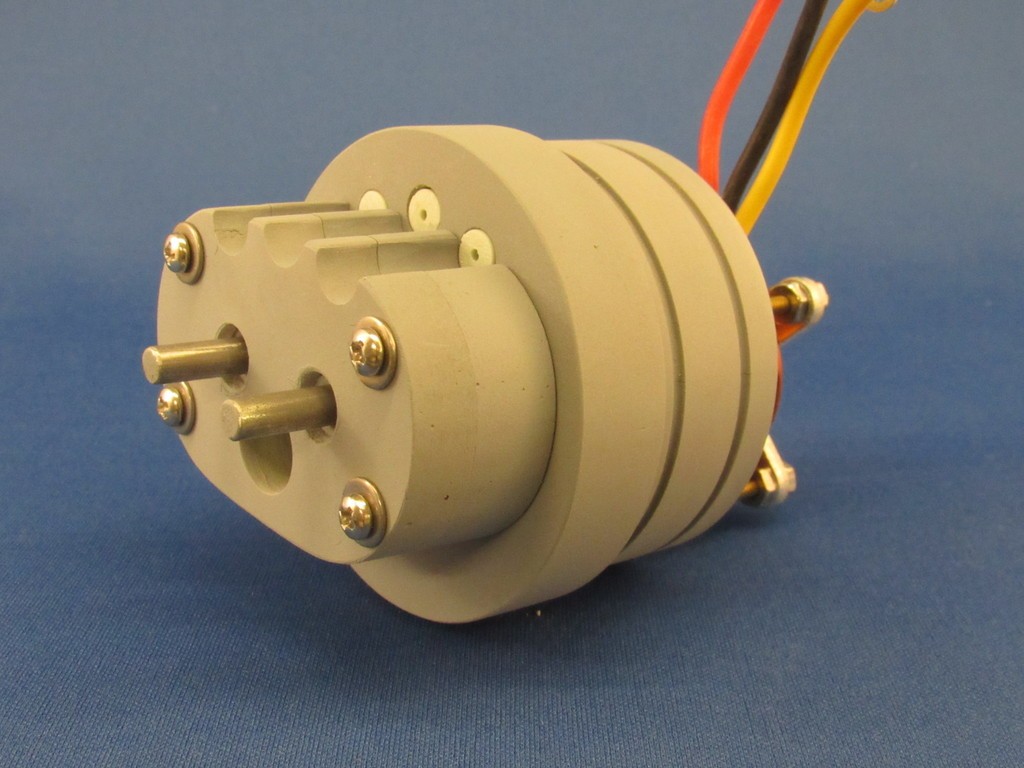
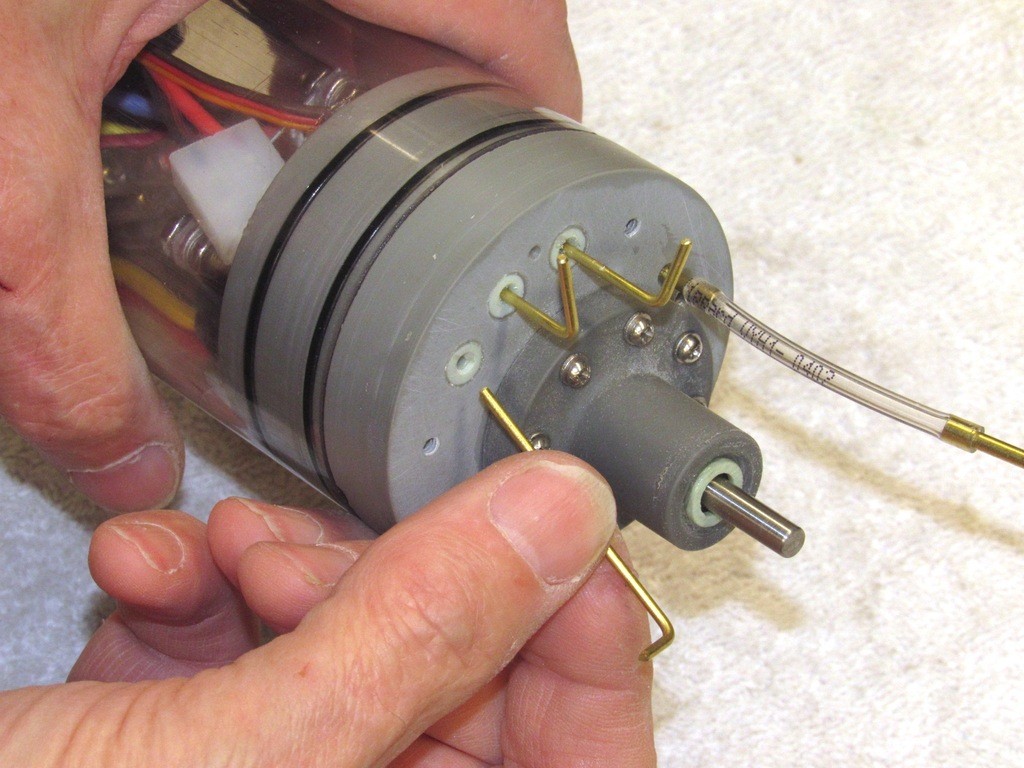
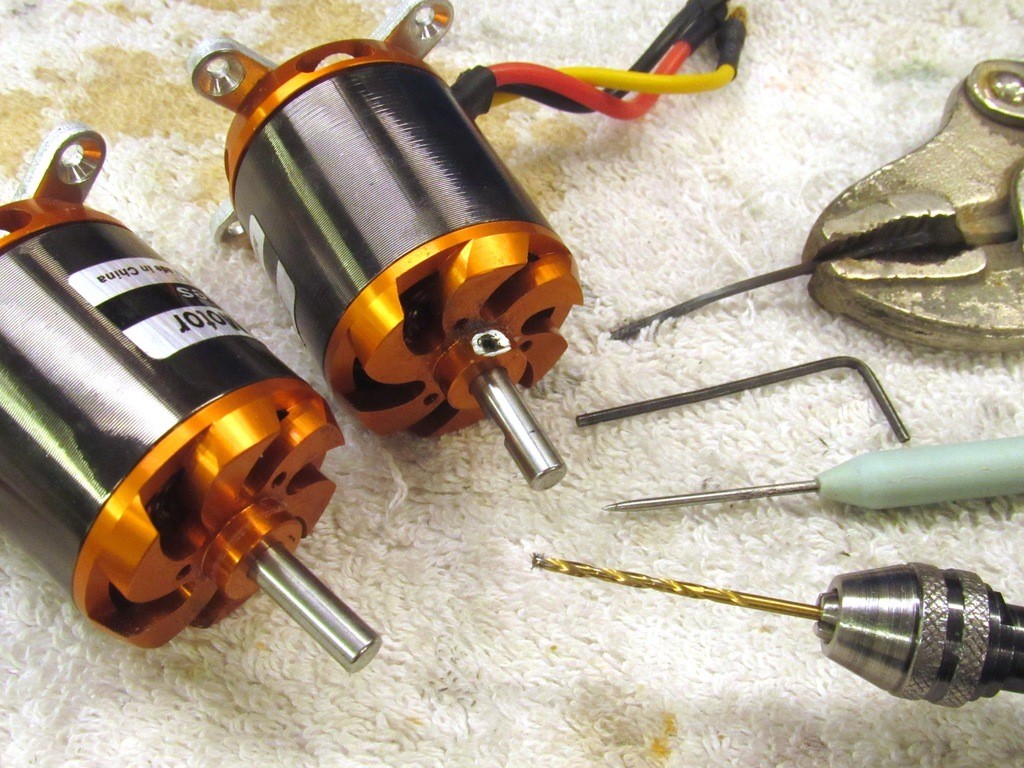
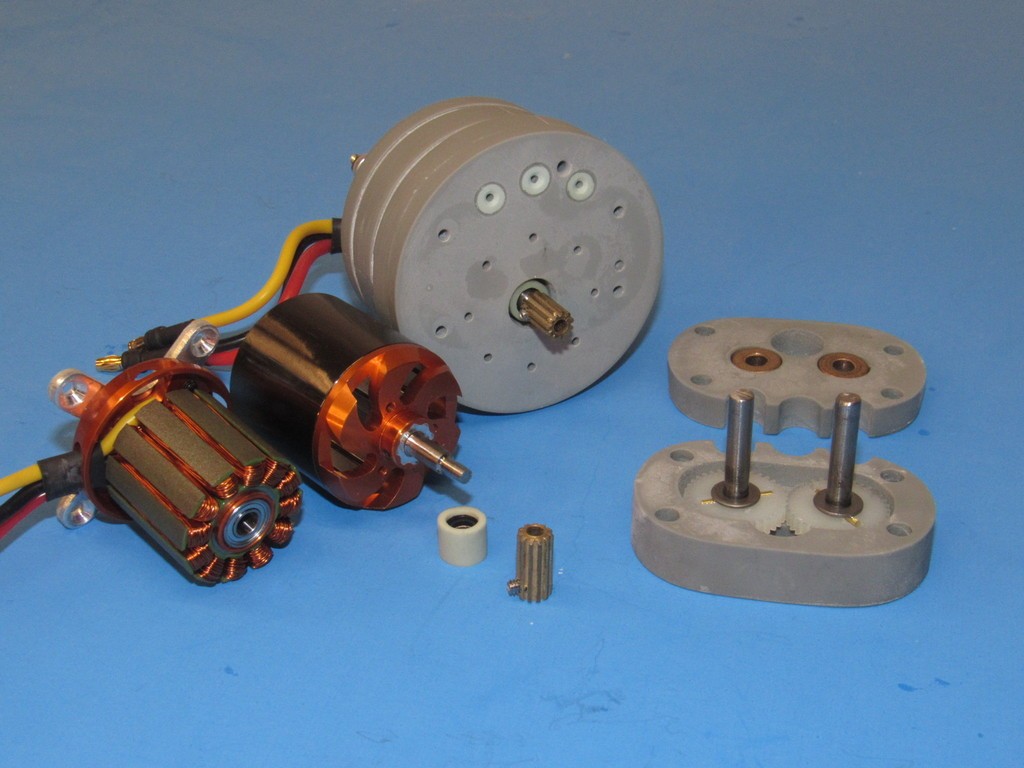
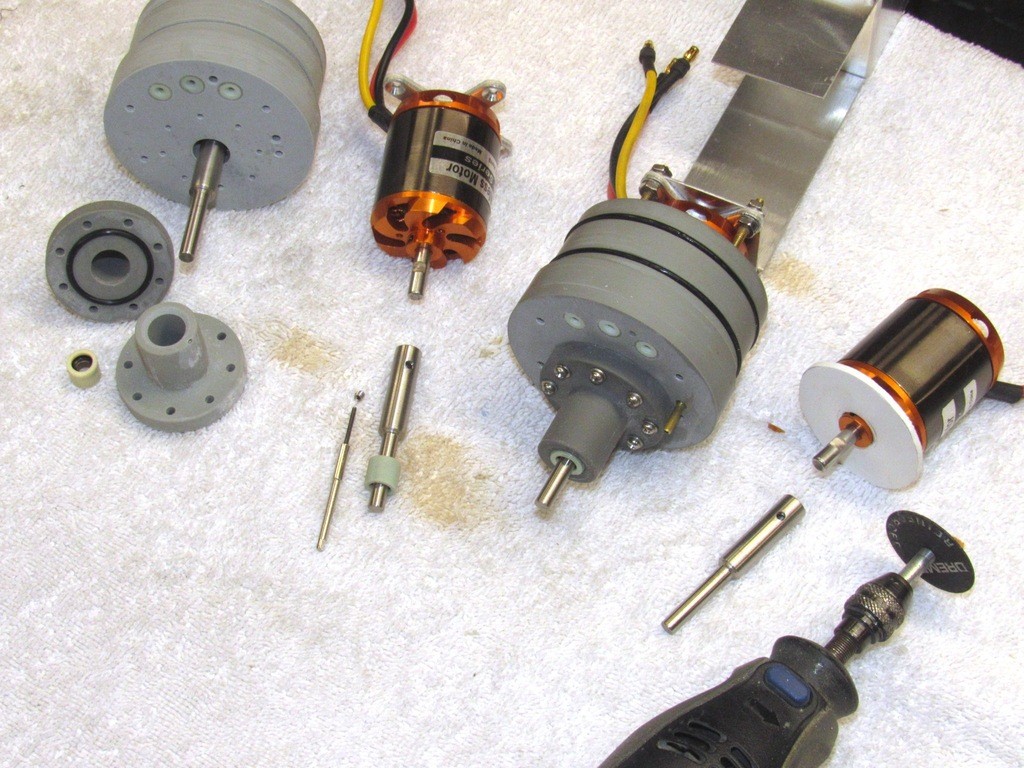
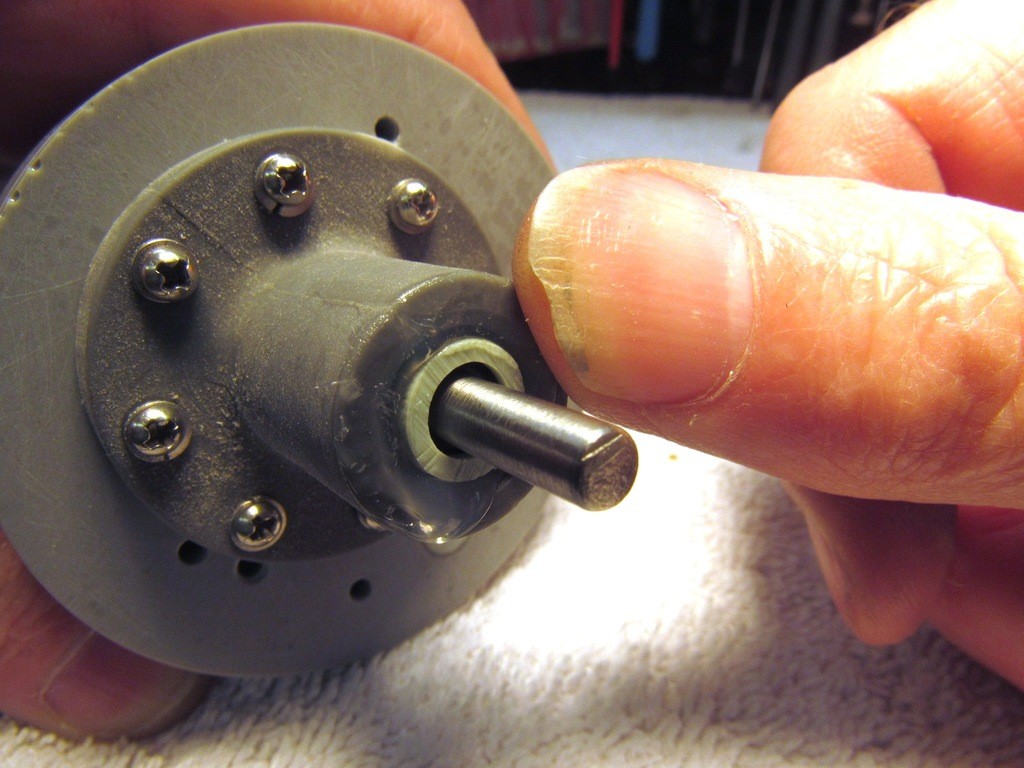
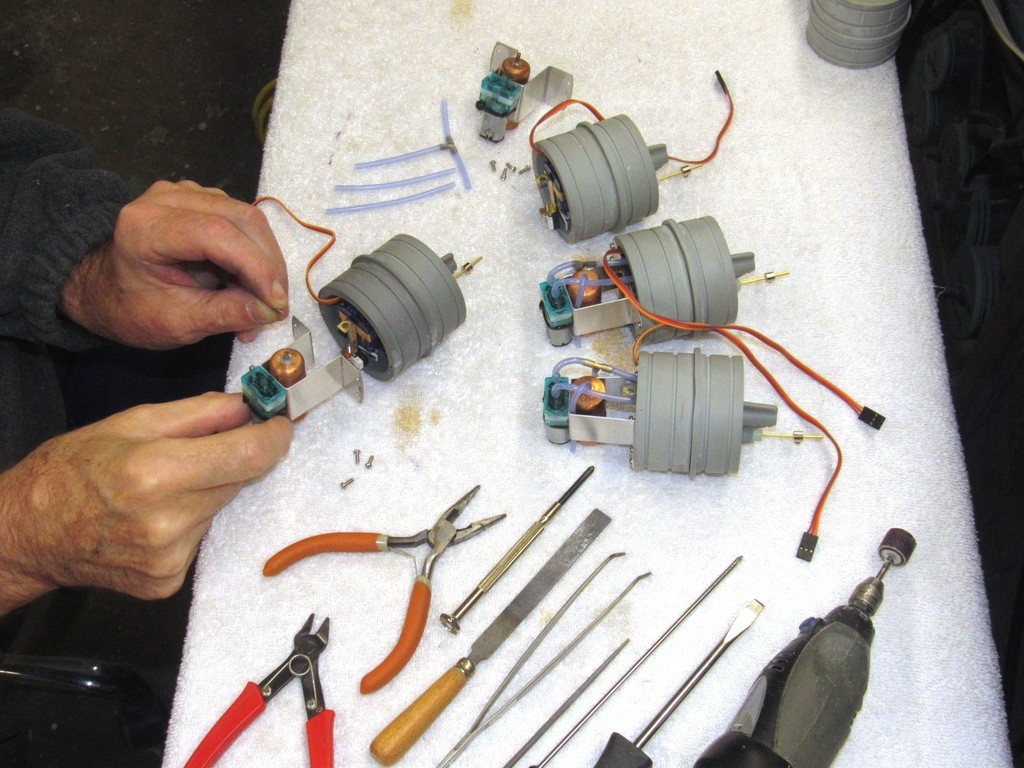
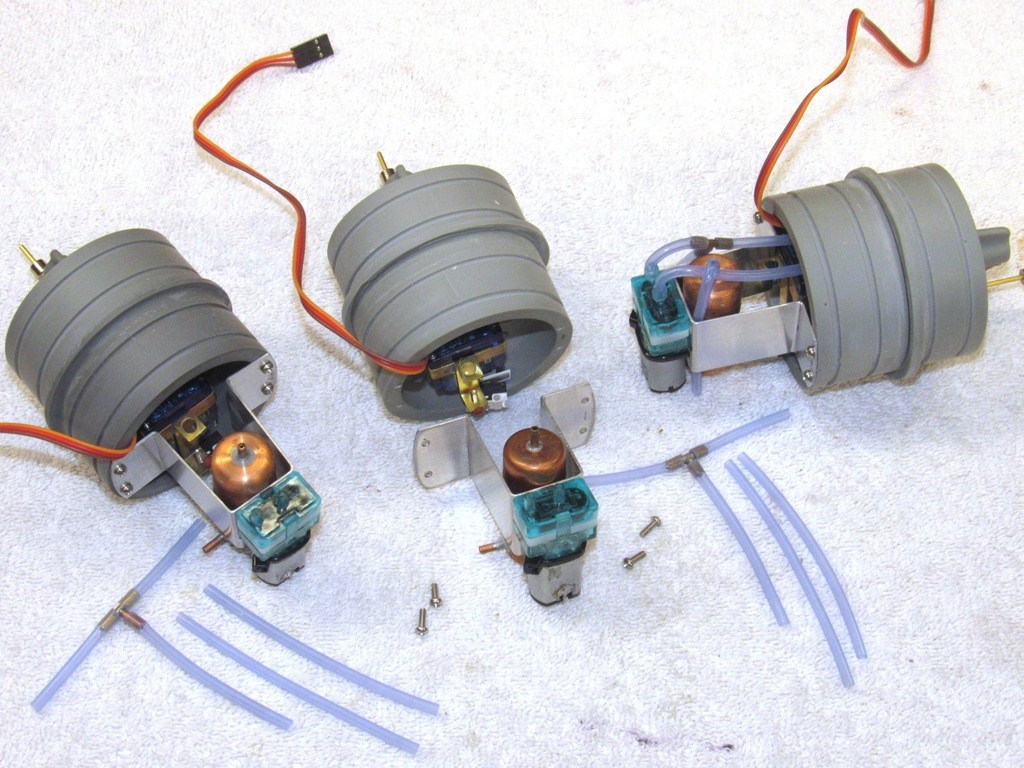
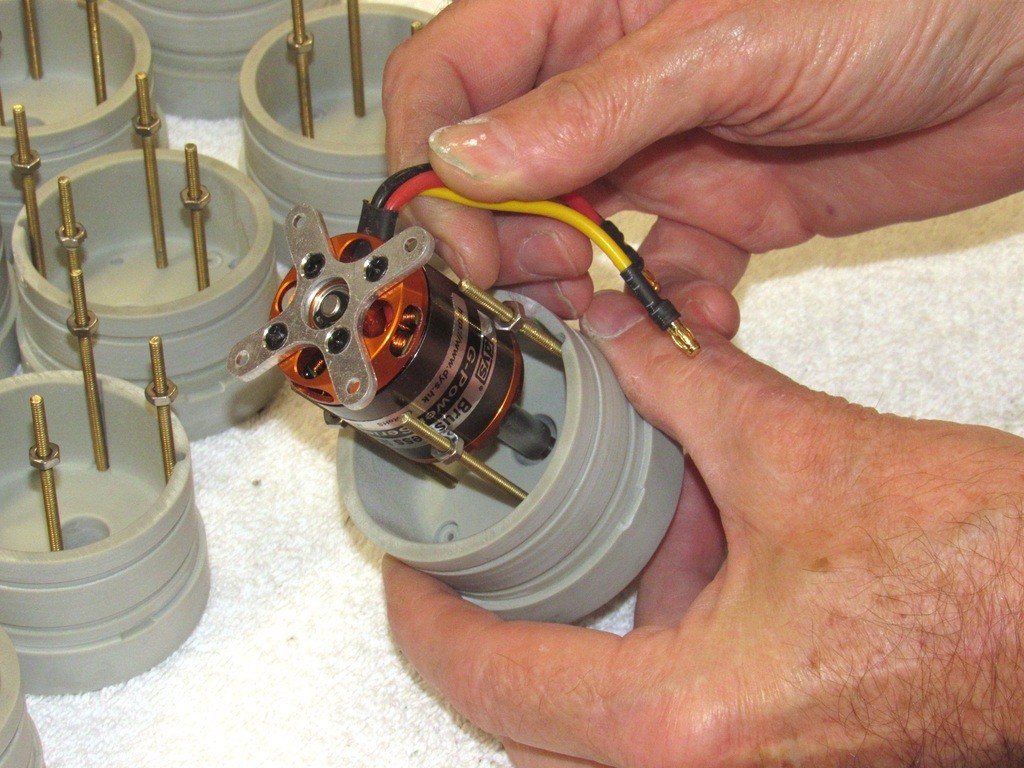
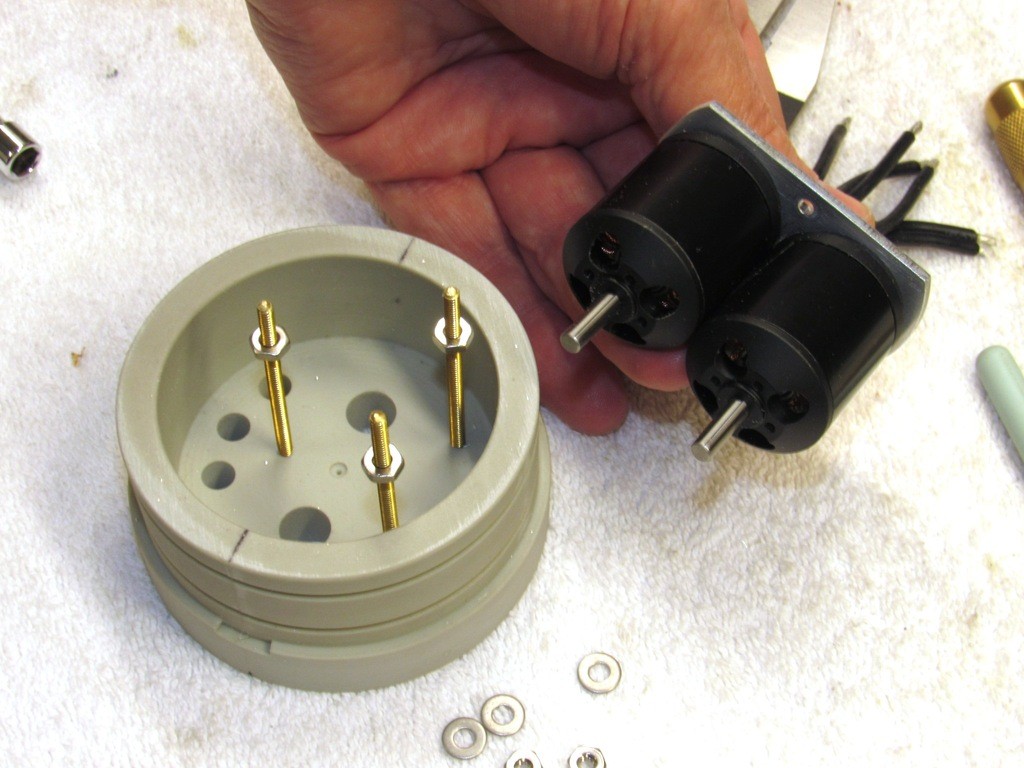
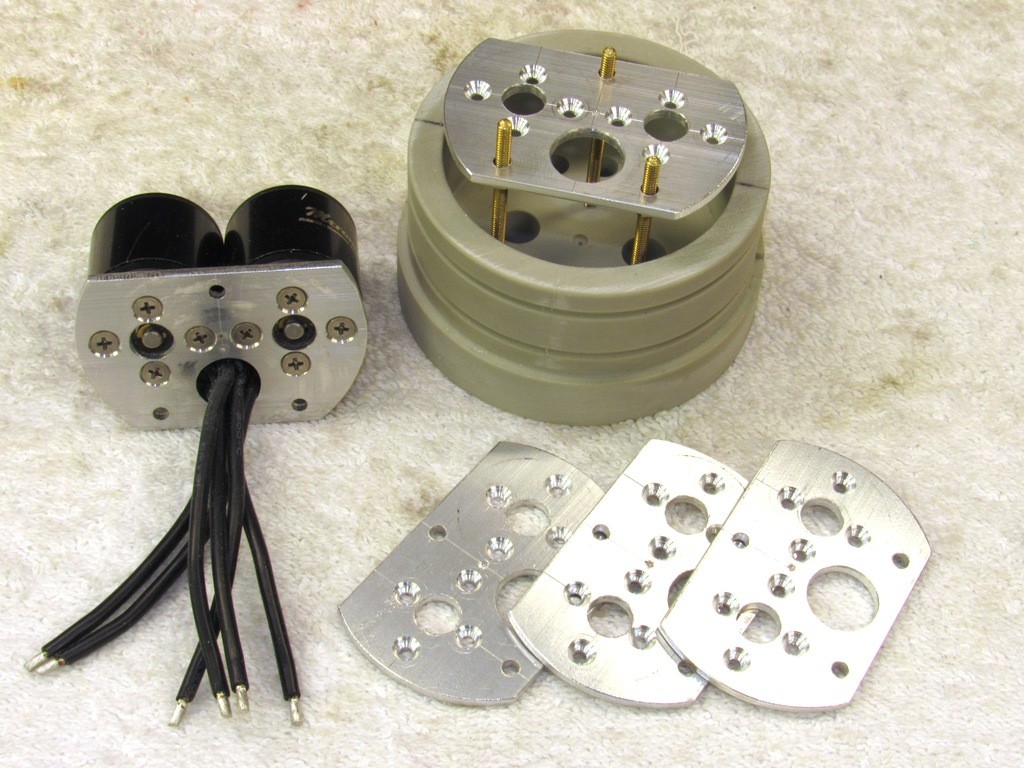
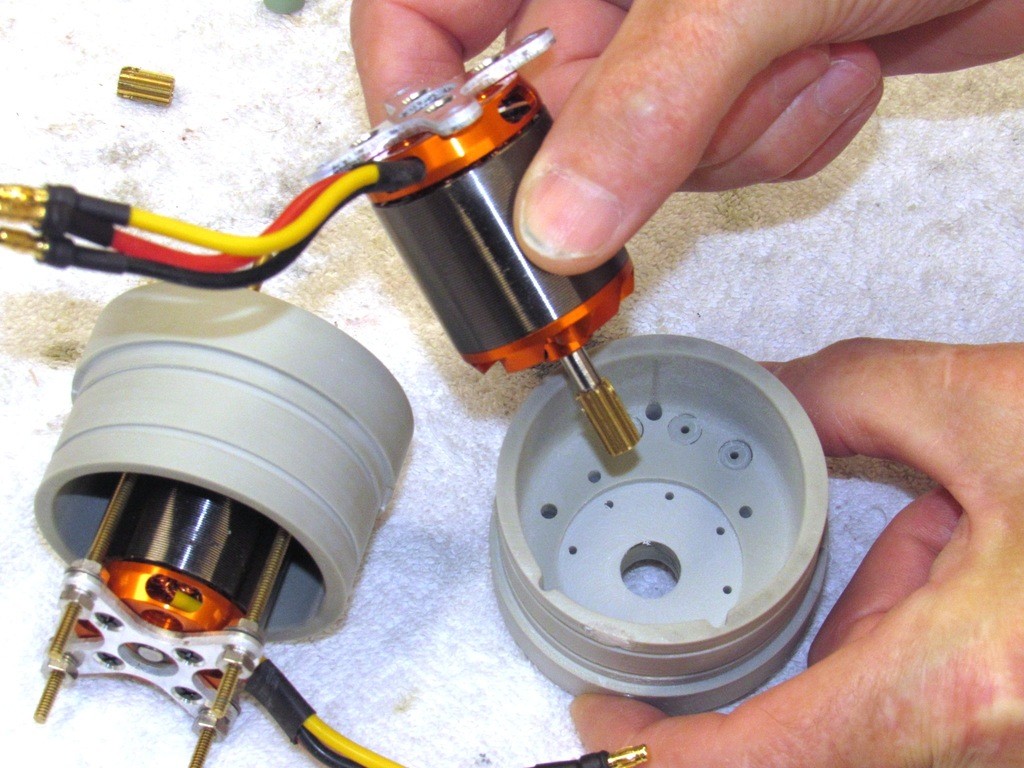
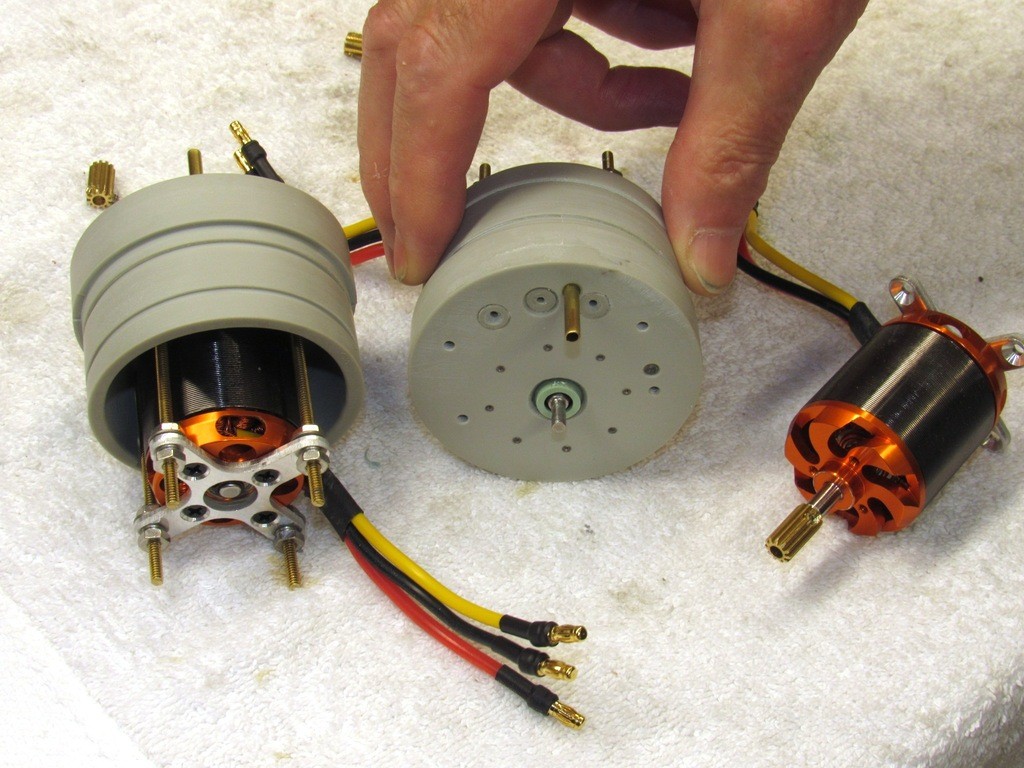
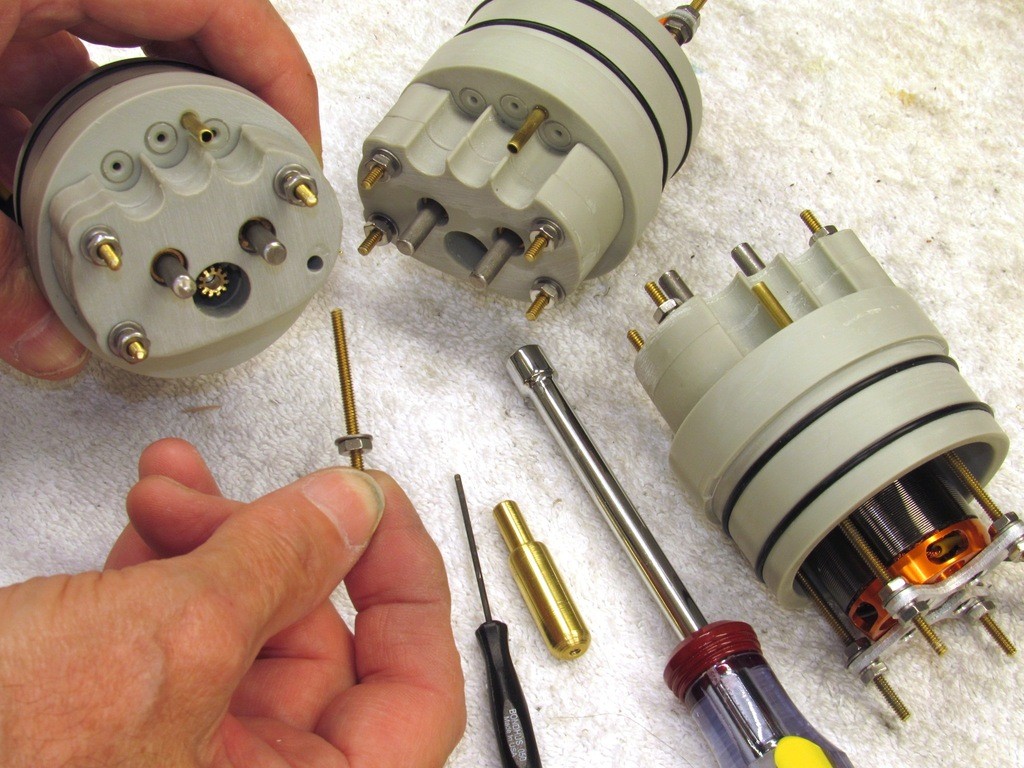
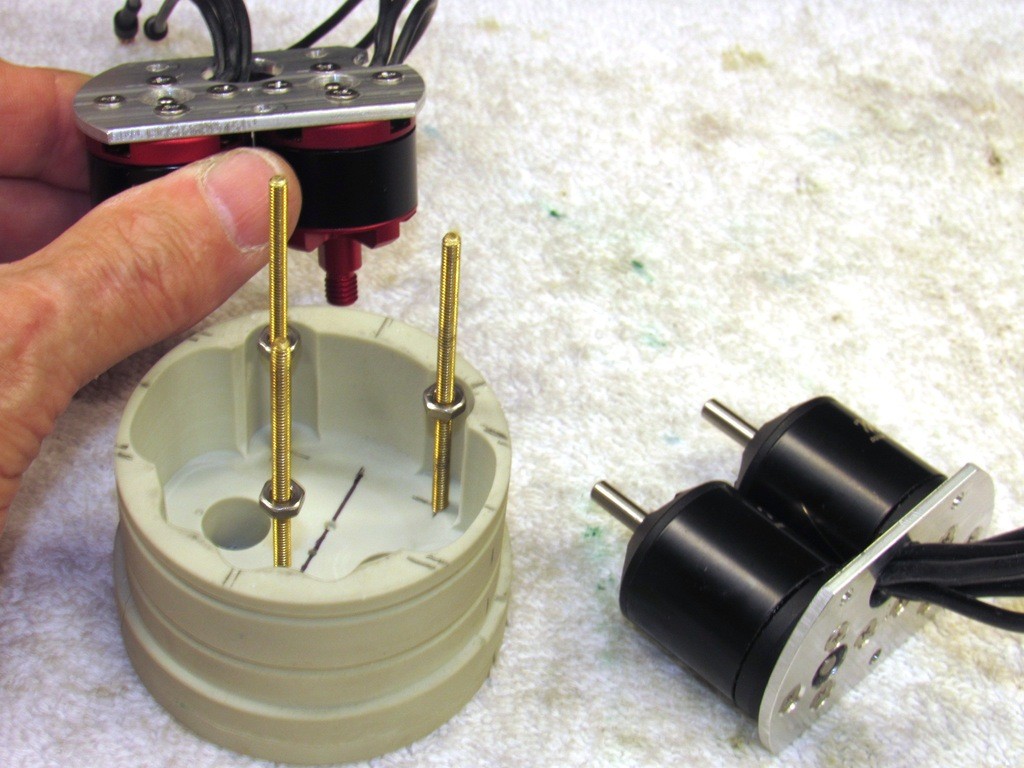
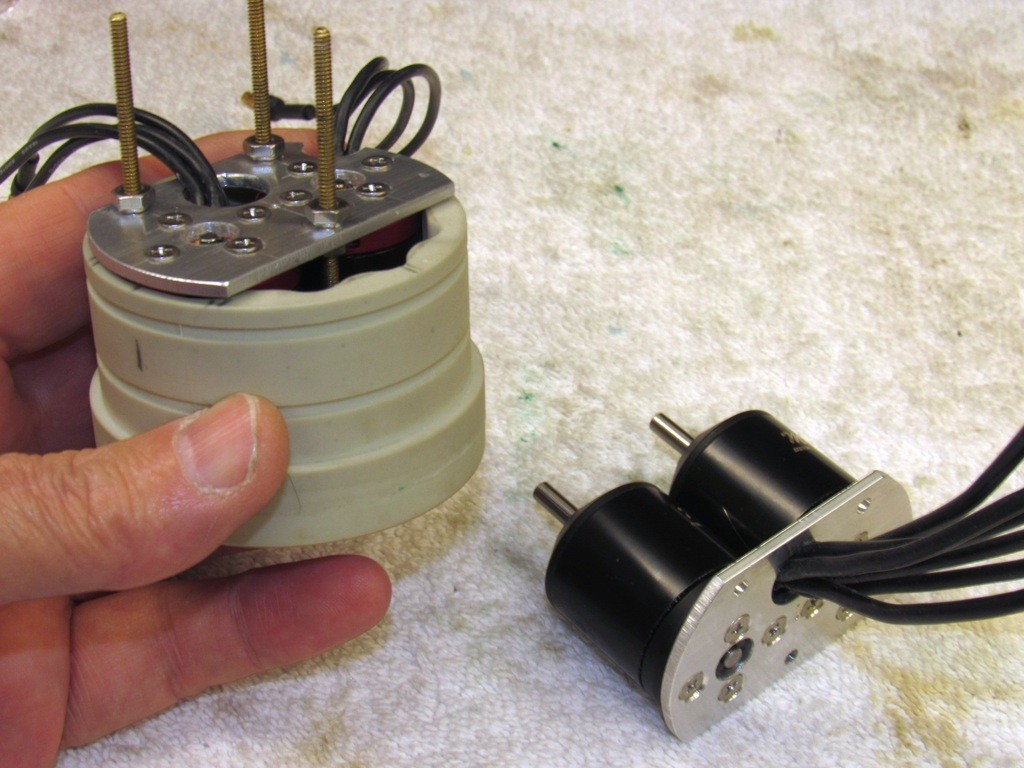
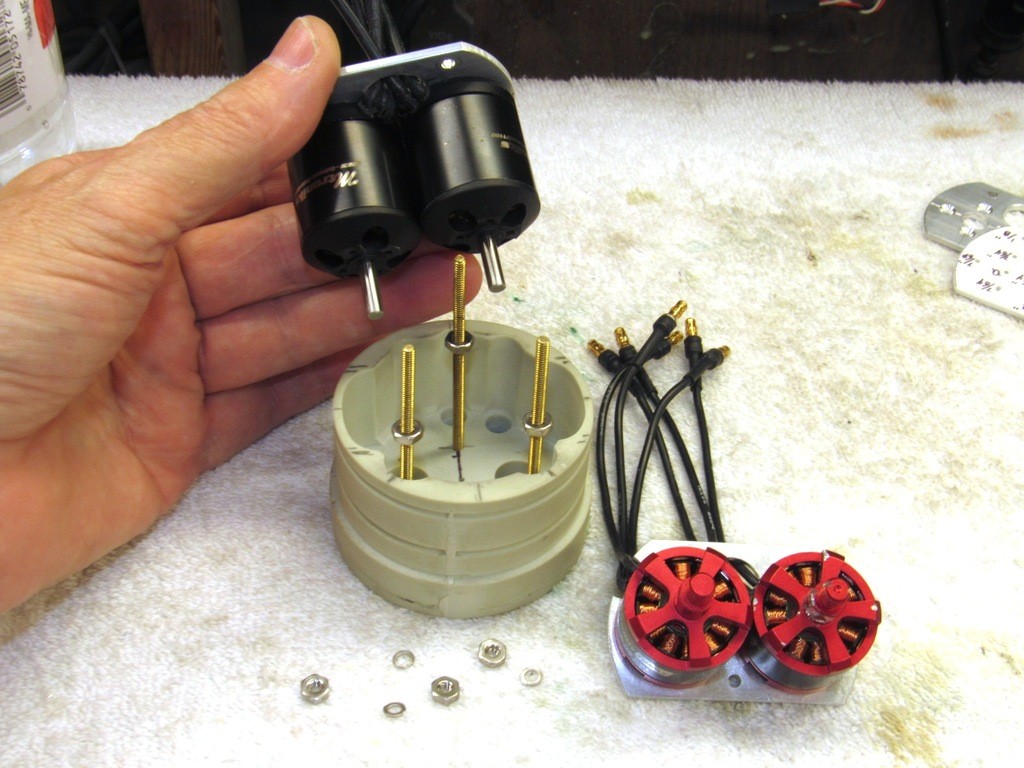
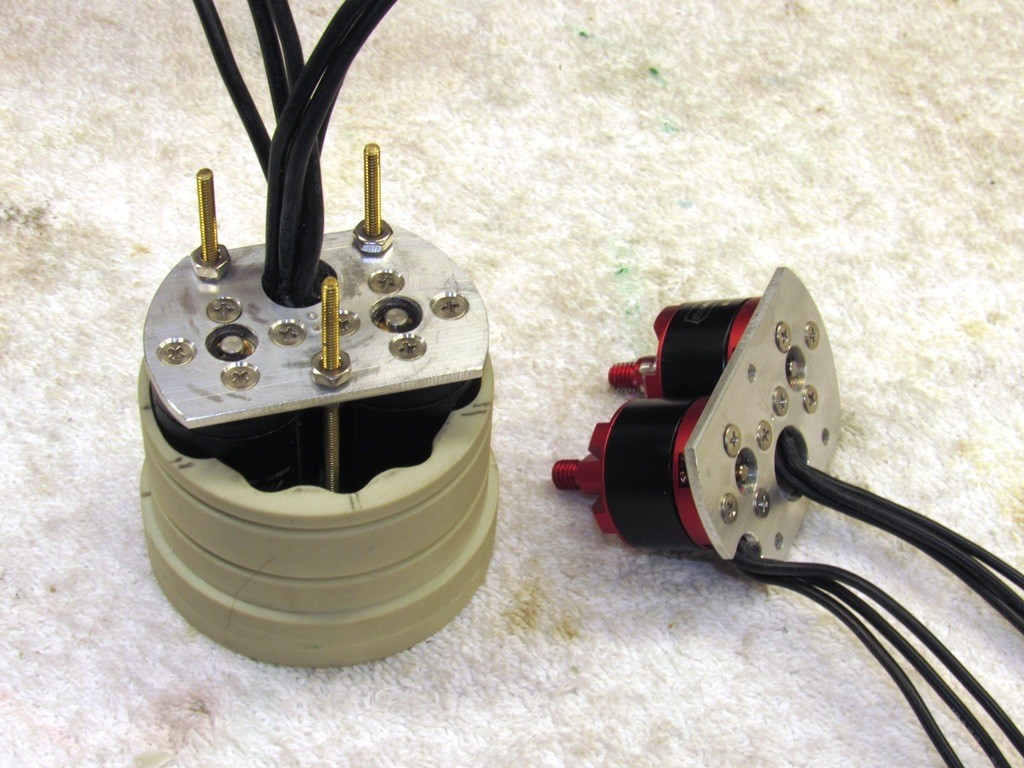
Work continues on the Modular SubDriver motor-bulkheads. The motor bulkhead can be configured for either single or dual-shaft output.
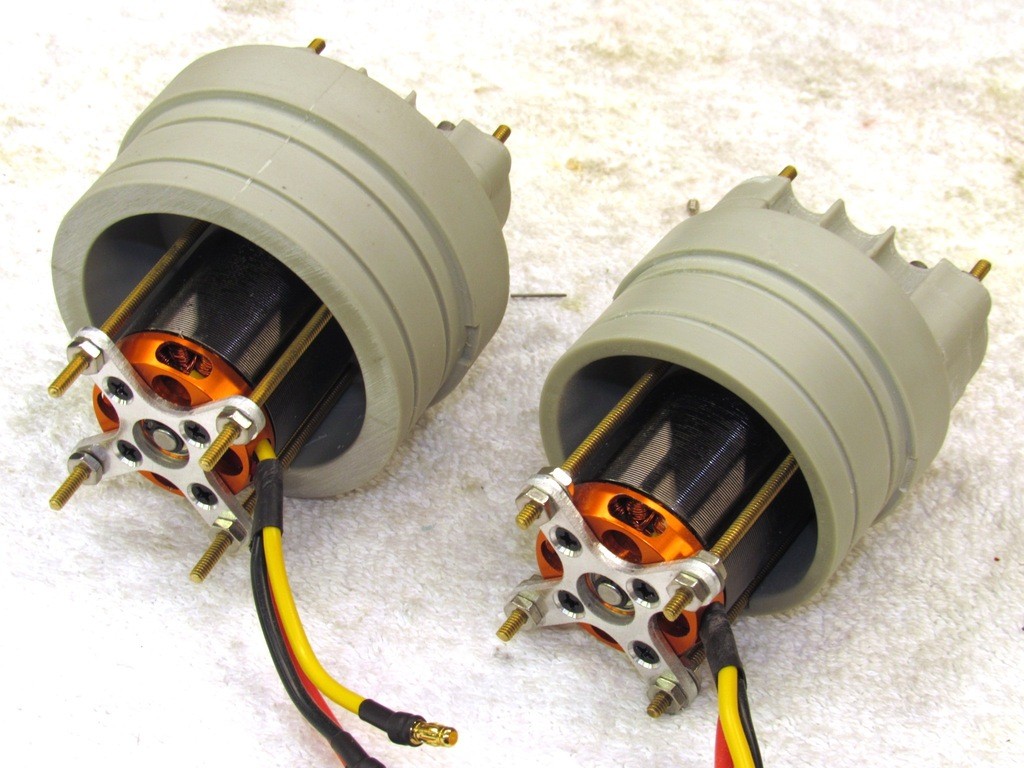
The out-runner type motors required four supporting studs to reach forward and make up to the ‘spider’ type motor-mount. A bit convoluted, but necessitated by the need to clear the rotating motor body from the motor-bulkhead.
How did that Monk get in the shop!?…
No dress-code here!
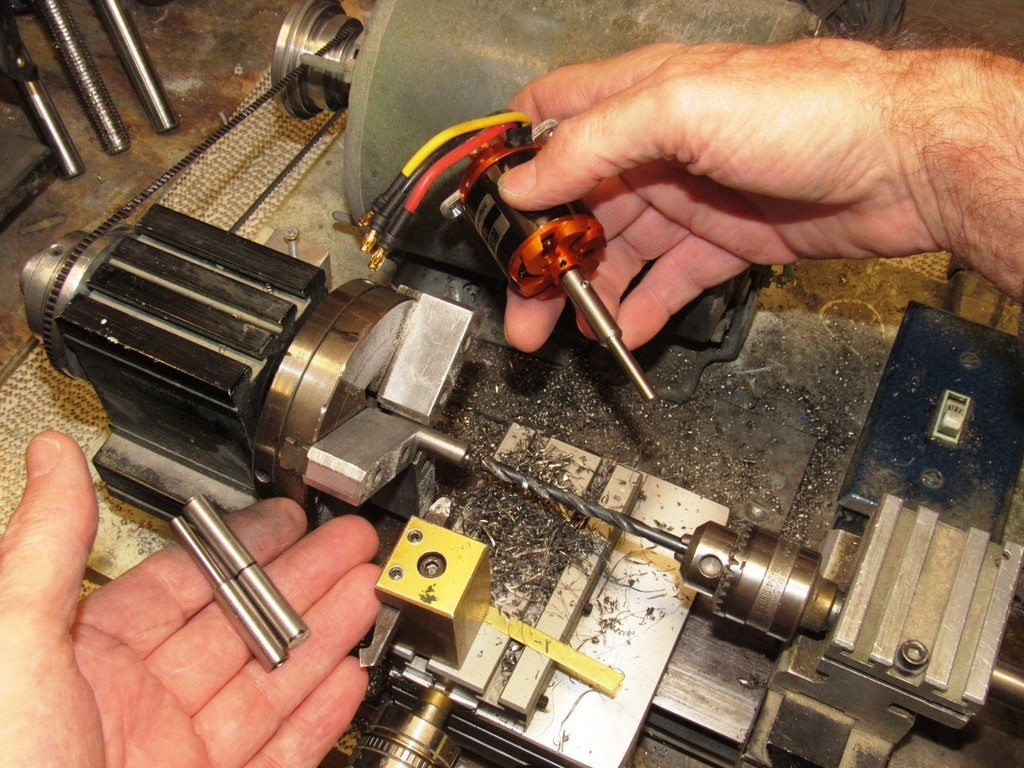
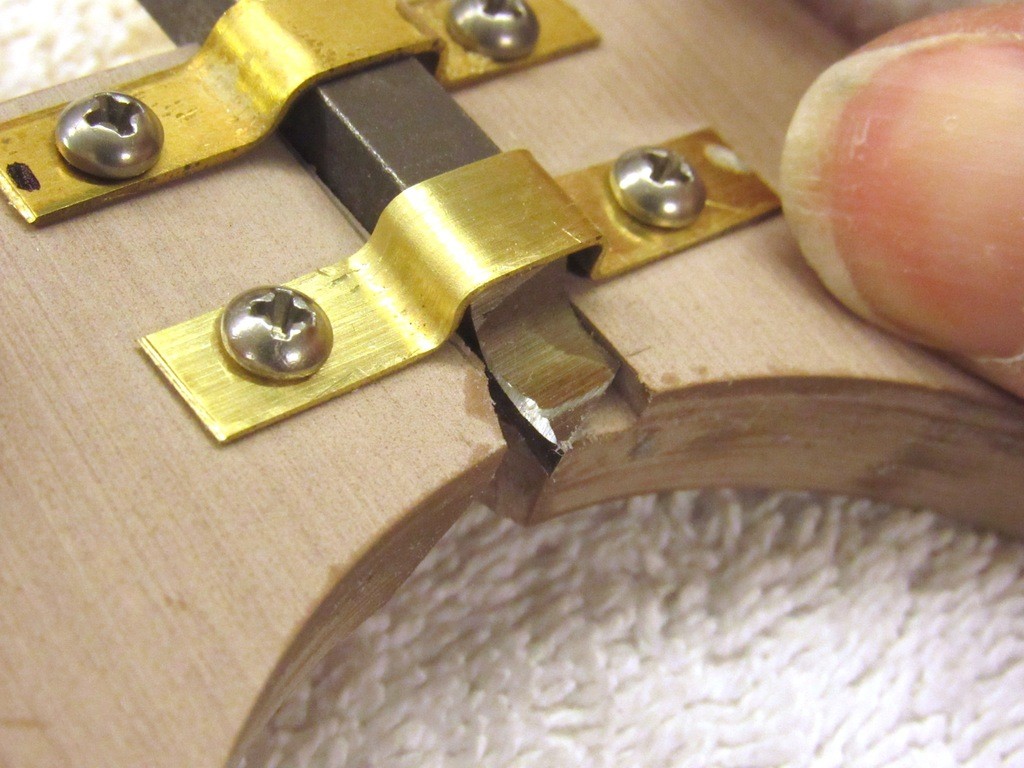
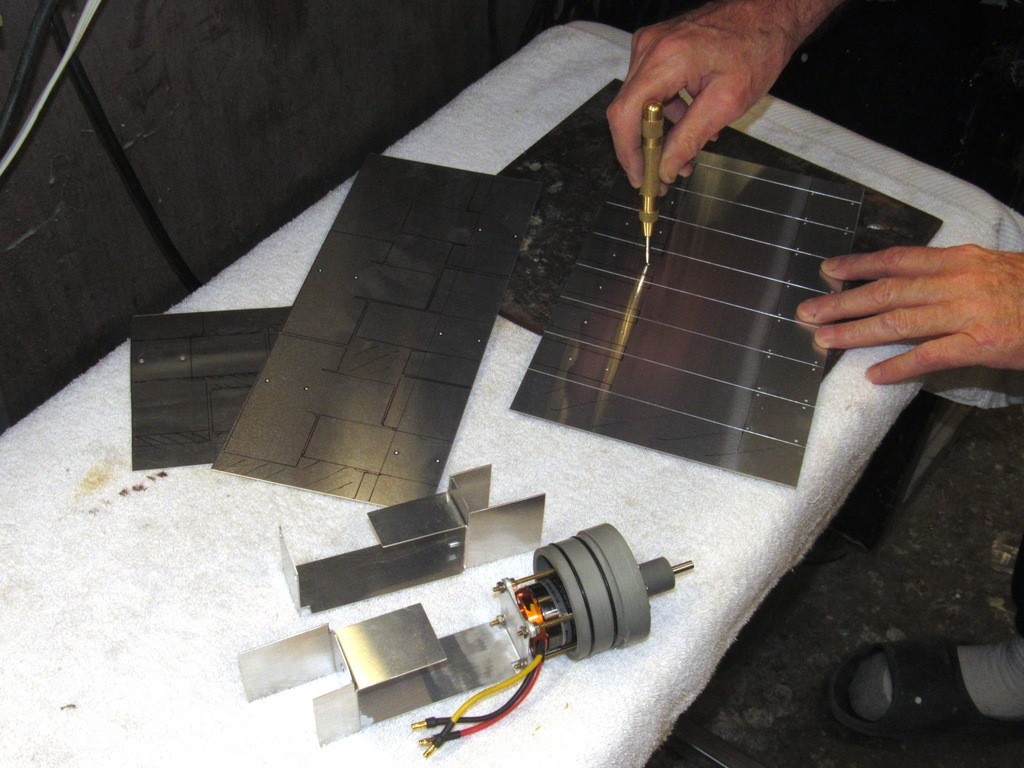
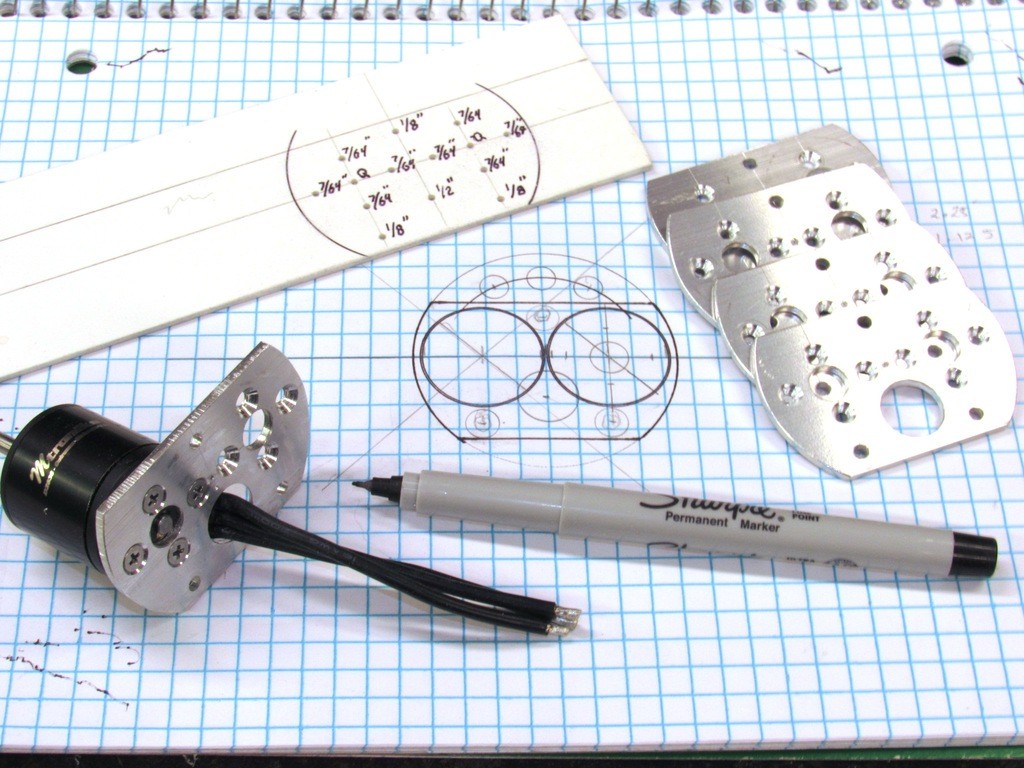
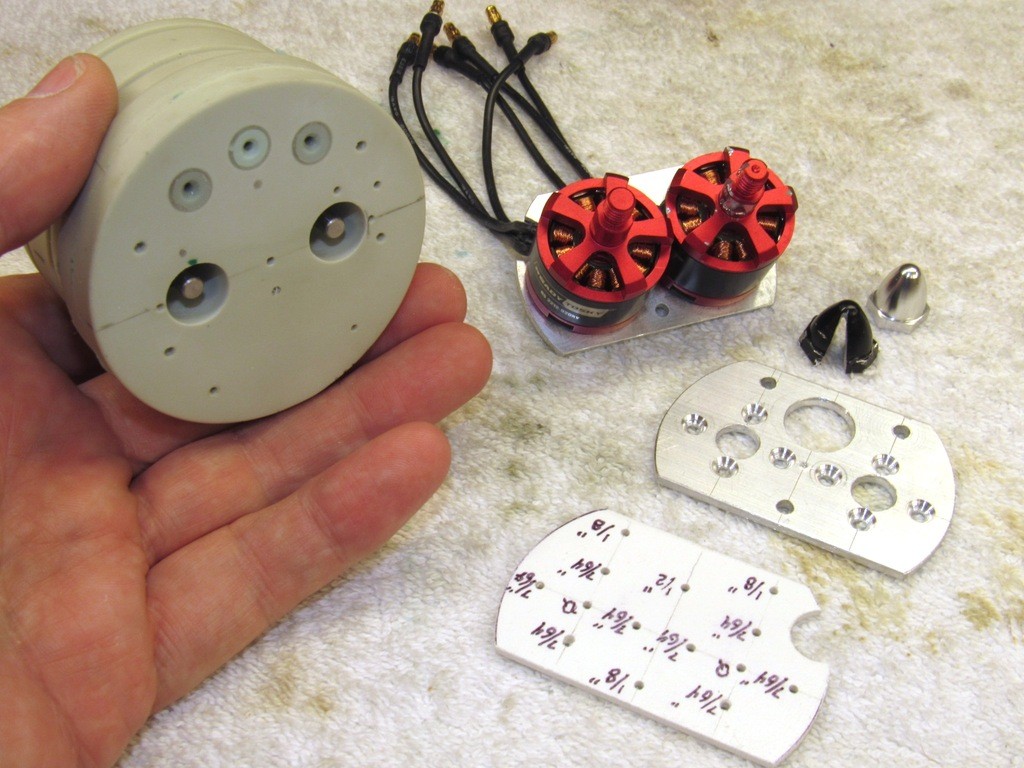
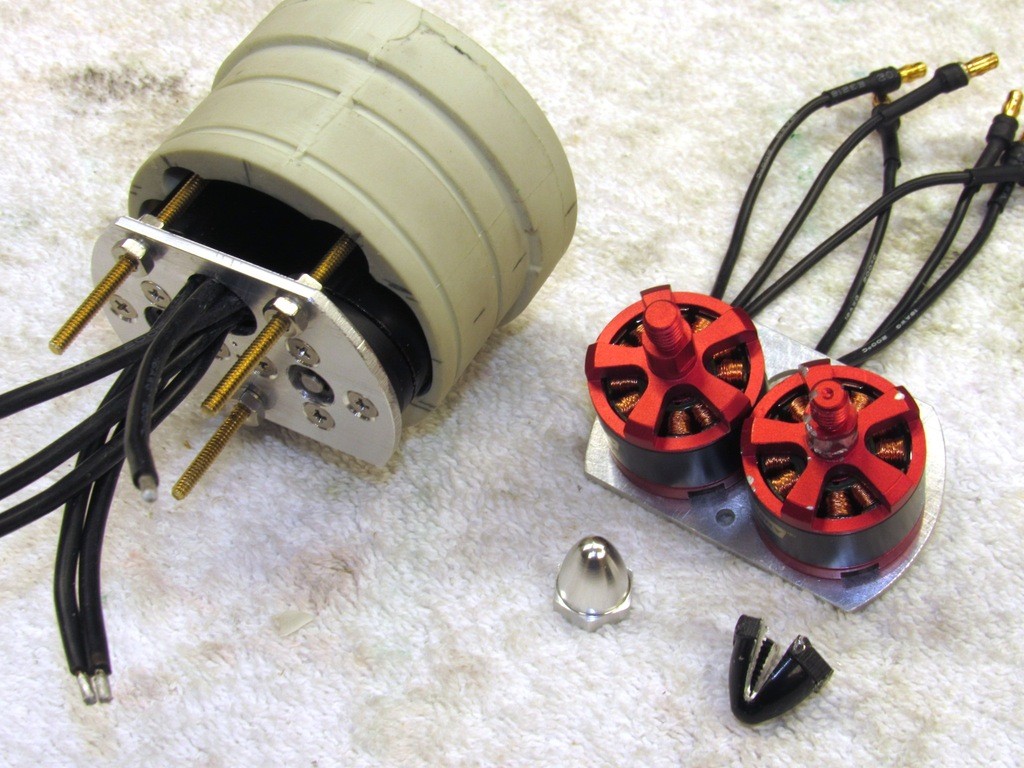
An alternative arrangement to the motor-bulkhead is to attach a ‘gear-splitter’ that converts the single-motor output to two counter-rotating outputs. Here I’m tapping the holes that will accept the gear-splitter mounting screws.
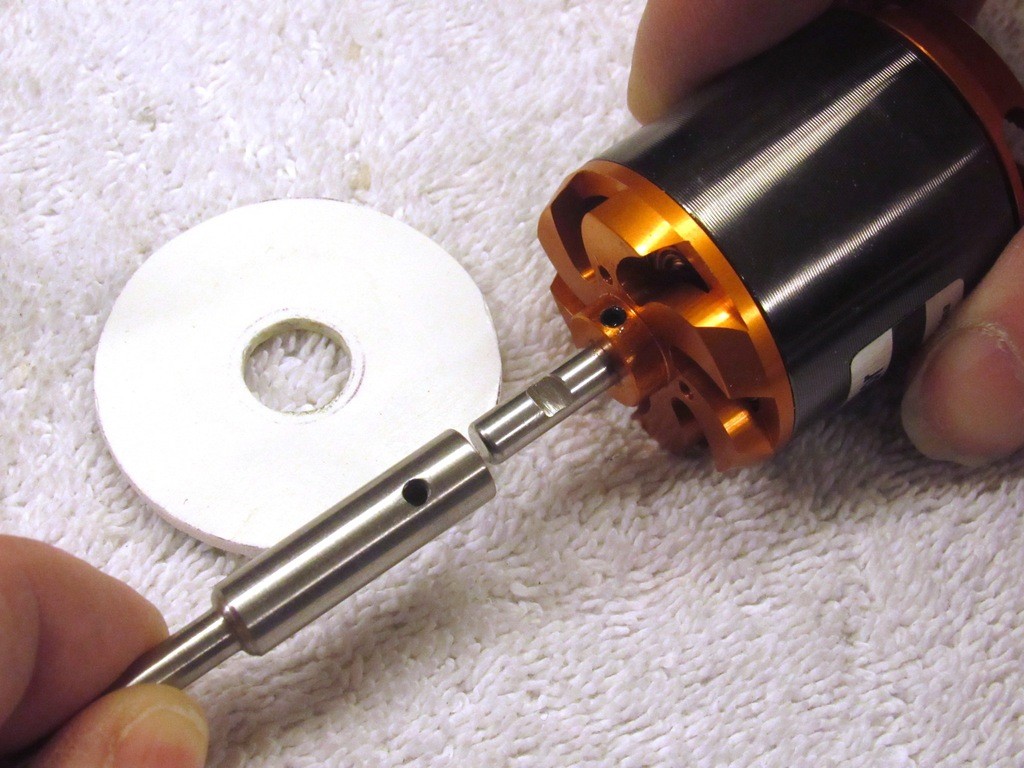
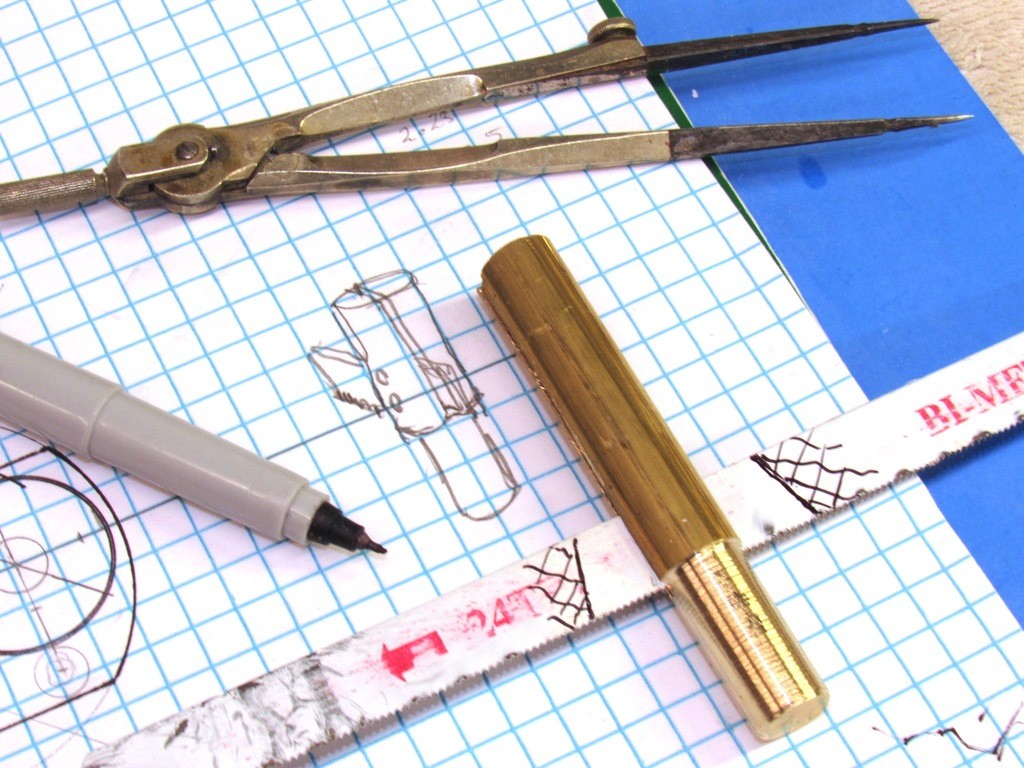
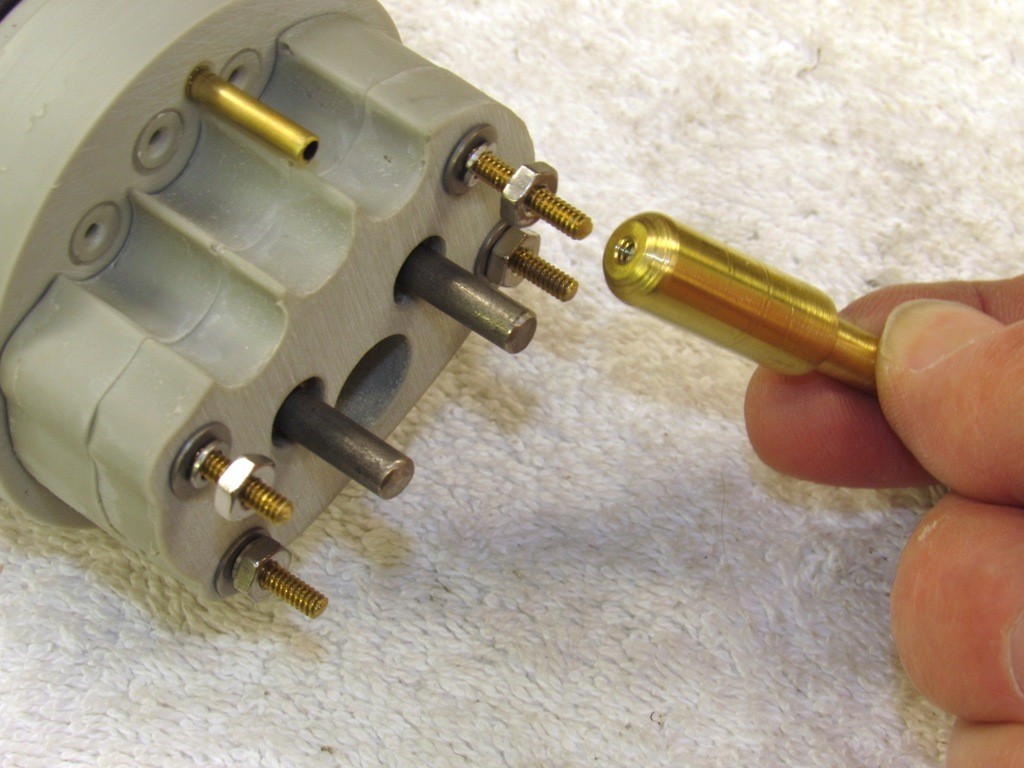
I usually do my brain-storming on paper through sketching. If it doesn’t work in two-dimensions, sure as shit it won’t work in three! Here I’m working out an intermediate coupler between motor shaft and output shaft to the model submarines propeller. The key design criterion is the need to pass this intermediate coupler through a watertight seal.
This is the arrangement for a single-shaft output from the motor-bulkhead.
Thank you, very good to know I'm not wasting the forums bandwidth. And I apologize for the shortage of supporting text with recent posts (I'm sure to receive a blast of shit from Scott at any moment for that laps) but, I'm at deadline on product that has to get out the door. Once time is more available I'll get back to the running narrative. Till then, the pretty pictures will have to do.
My 'day job'. This is my day job: I'm a professional model-builder. Ellie and I have done it all: effects miniatures for the motion picture/TV industry; defense contractor displays; private commissions; lead-man on a few injection kit products; restoration; produced resin and GRP kits; and currently am a vendor to Nautilus Drydocks, an outfit that sells product to the r/c model submarine community. My work has been on display at the Smithsonian, Industrial wardrooms, defense trade-shows, and various museums. I've authored over 50 magazine articles, and contributed to three books on the subject.
It takes a great deal of time to produce a new product. The process involves thought, drawings, revisions, masters, production tools, jigs, fixtures, dies, templates, identification of reliable sources of supply, and a rational production methodology. All the things required to get a good product out of one’s head and into a customer’s hands.
I’ve been posting a lot of imagery to this forum without any supporting narrative for several weeks now. No, I have not lost my voice – I’ve simply been terribly busy getting a new product on line – and have had little time to put words to pictures. However, last week I transitioned from development to production and once again have the opportunity to answer questions I’m sure some of the many un-captioned pictures have raised. So, with the completion of the first production run of Modular SubDrivers (MSD) done, and the fabrication process now streamlined, I’ll do my best to get you up to speed on what the MSD system is and how it works.
It’s time for some clarity.
What the hell is a, modular SubDriver? The MSD is a system that propels, controls, and manages the variable ballast water used to place the r/c model submarine in either the surfaced or submerged condition. The MSD is the ‘dry’ element of the otherwise free-flooding model submarine.
As illustrated below, the scale model submarine itself is nothing more than a free-flooding fairing in which the MSD resides. But, as a true representation of a prototype, the model submarine hull also supports the control surfaces required to dynamically guide the submarine through the water when in motion, and mounts the propulsor that converts motor torque to axial thrust. Better to think of the ‘model’ submarine as, The Real Thing -- which is very much what it is: a practical, guided, underwater vehicle able to alter its weight to either sail along the surface or operate completely submerged where the opposing forces of gravity and buoyancy cancel one another out resulting in the condition of, neutral buoyancy.
I did not invent the concept of a removable water tight cylinder, the category in which the MSD resides. The WTC seems to have originated in Europe better than a half-century ago. No. I’m just the guy who popularized the concept in America and refined it to what it is today, a system now sold under the trade-name of SubDriver.
The recent improvement to the system was to transition from a single length of Lexan cylinder with internal bulkheads separating the three compartments – forward dry space for the battery; ballast tank; and after dry space for the r/c gear, servos, specialized control devices, and propulsion items – through the use of plug-in type unions between three separate lengths of Lexan cylinder. The unions not only eliminate the mechanical fasteners passing through holes drilled into the cylinder; they also offer the ability to employ varied diameters and lengths of cylinder for the three sections. This makes adapting the system to the specific geometry of the model submarine hull easy; better use of the annular space within.
As illustrated here, you see the two smaller diameter dry spaces flanking the central larger diameter ballast tank. The MSD is quickly installed or removed from the model, it being secured with only two Velcro straps. Such accessibility making maintenance, repair, and adjustment easy tasks, and this feature affords the option of employing one MSD to operate an entire fleet of like sized model submarines.
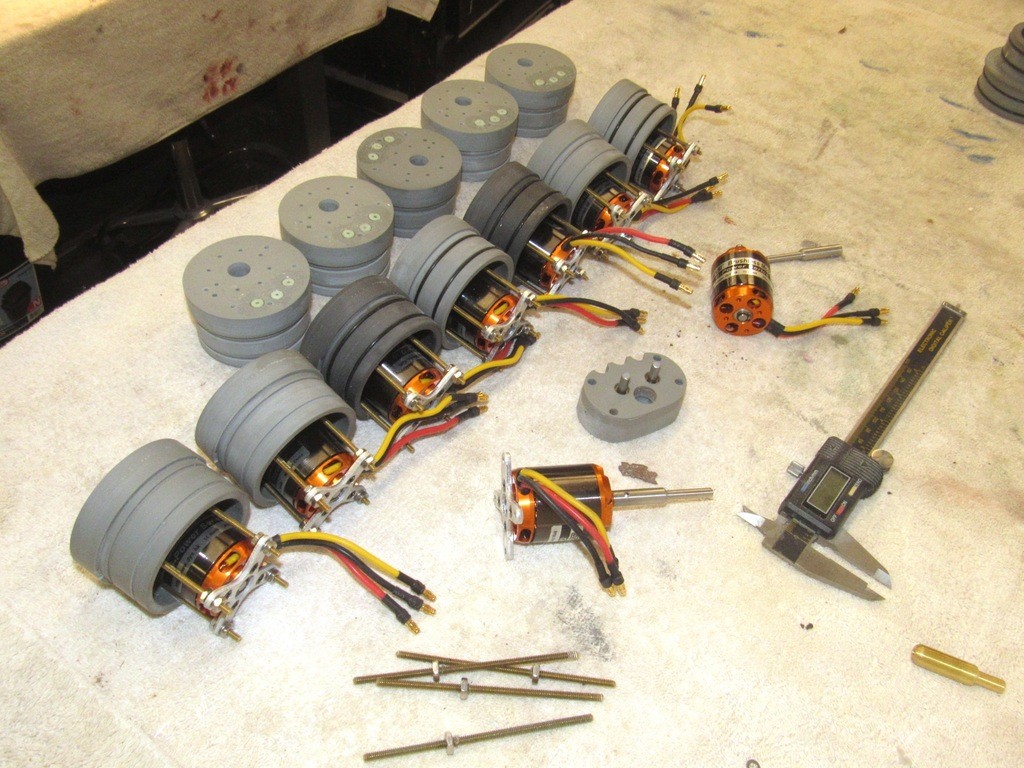
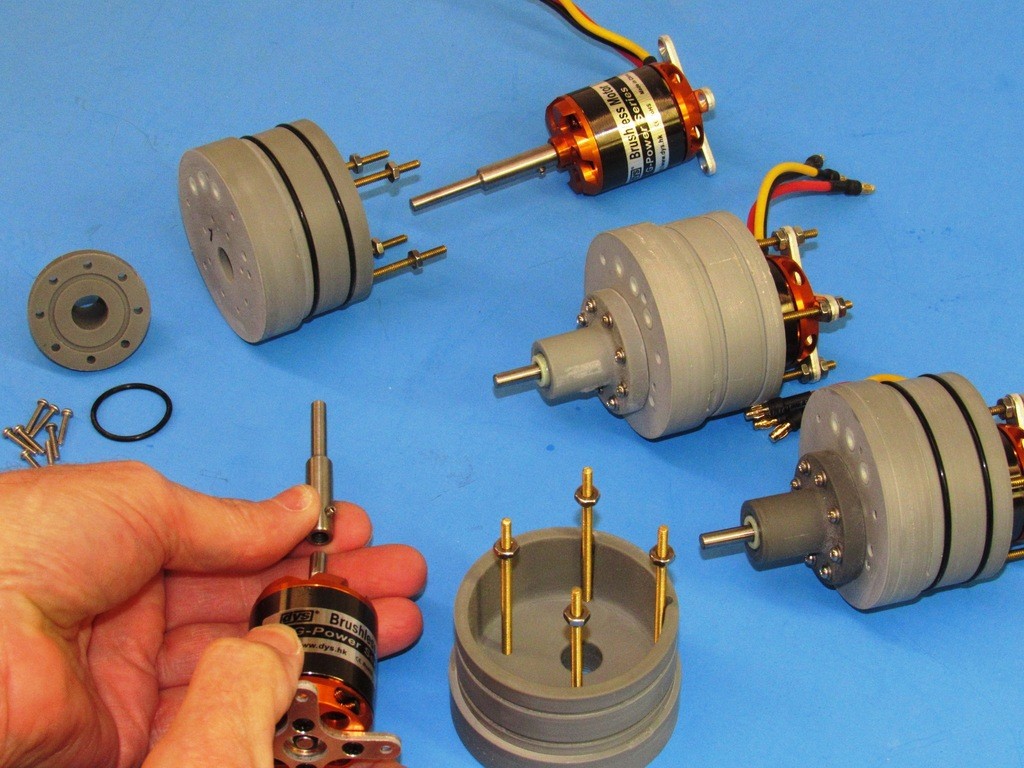
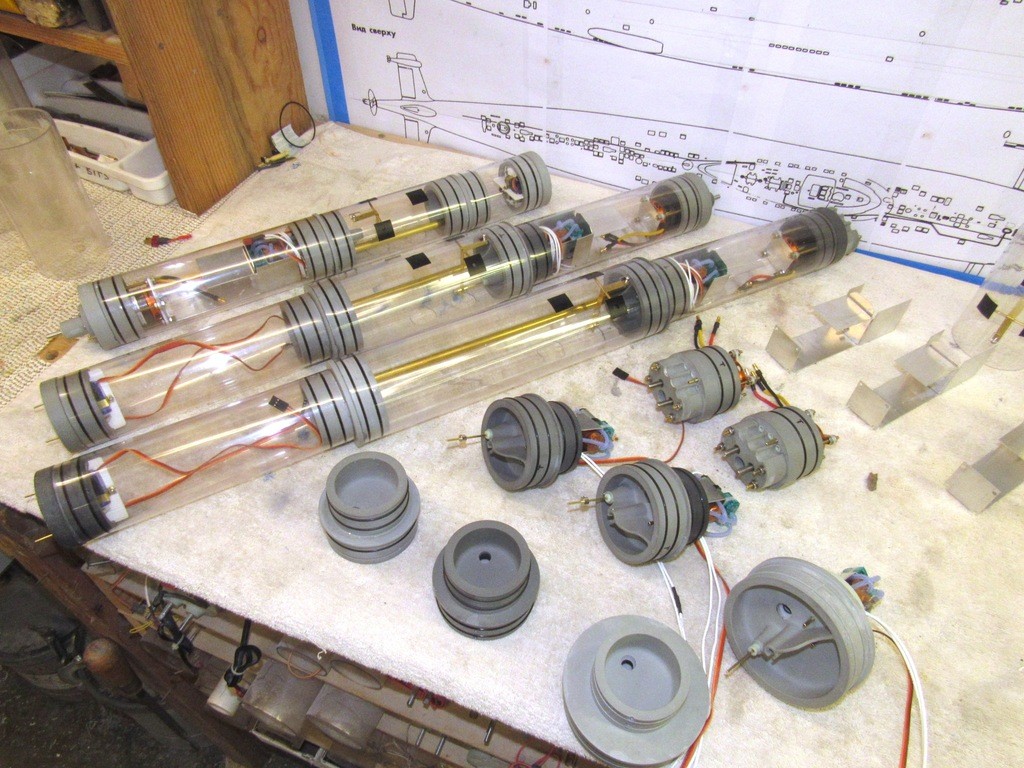
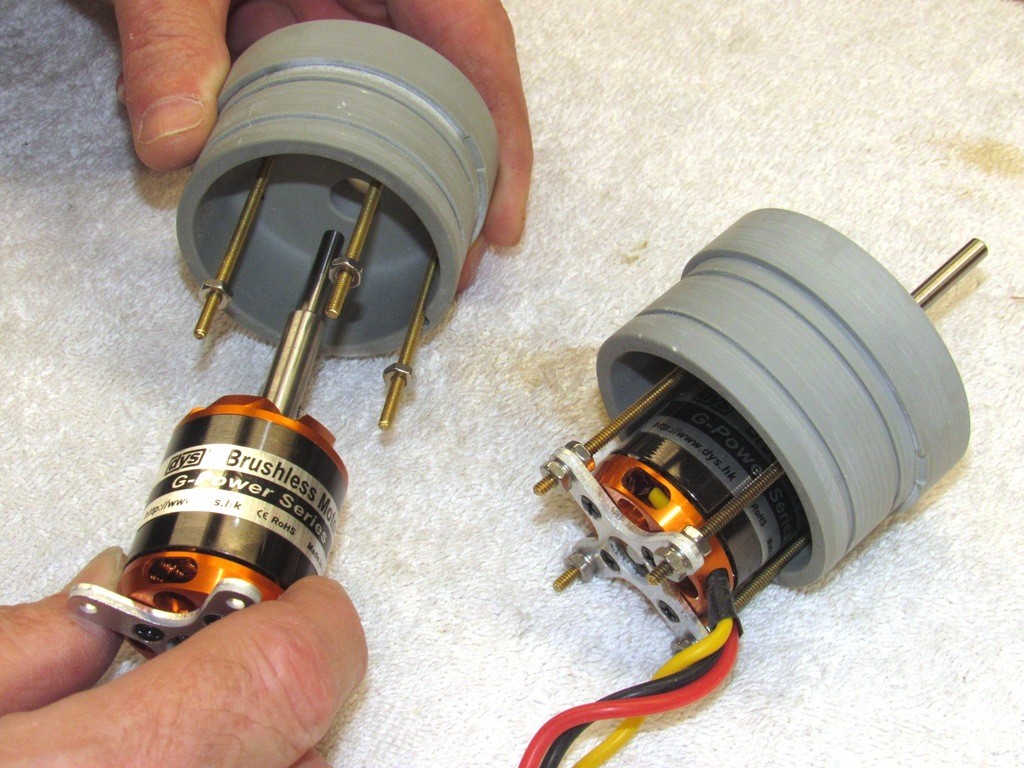
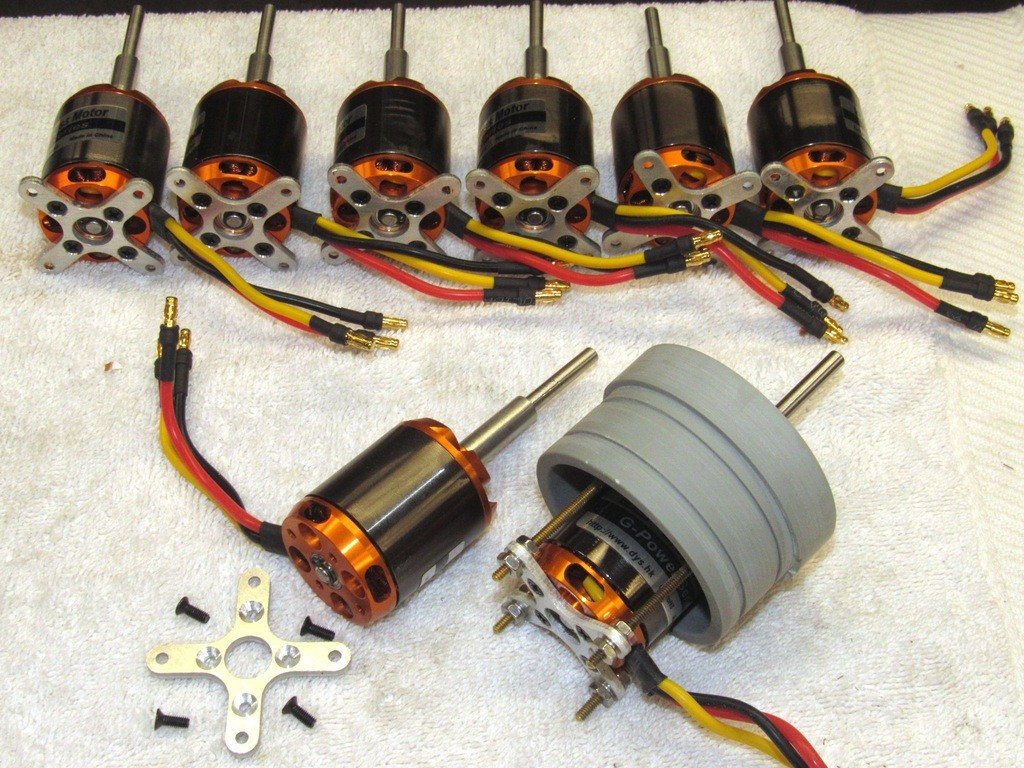
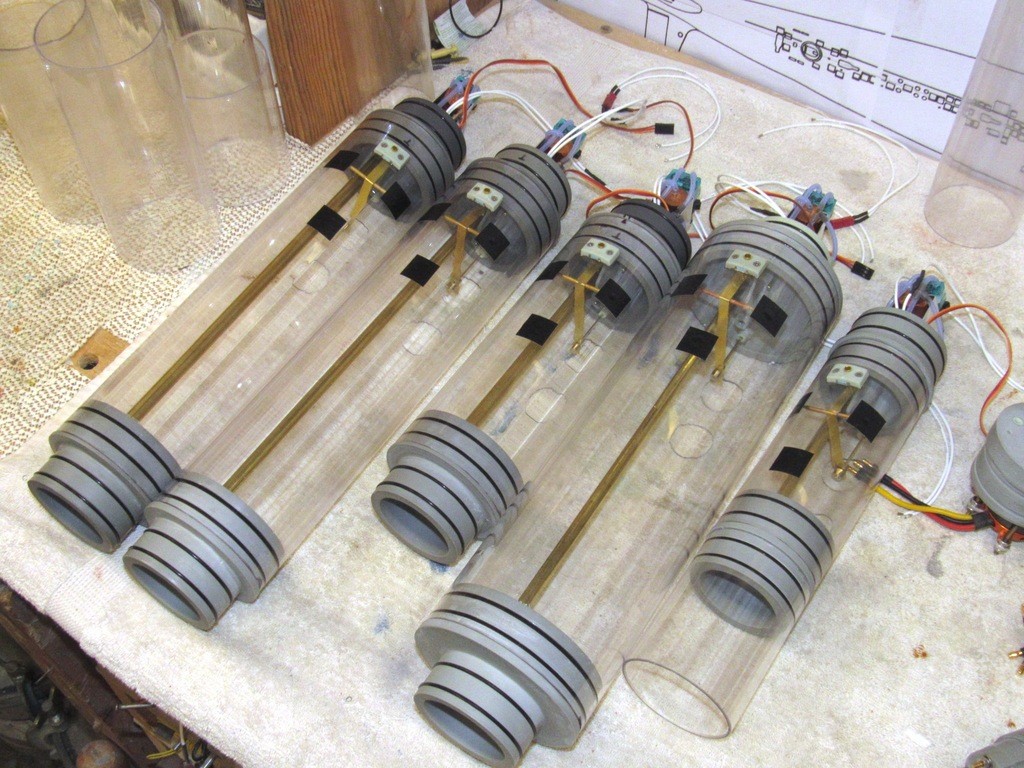
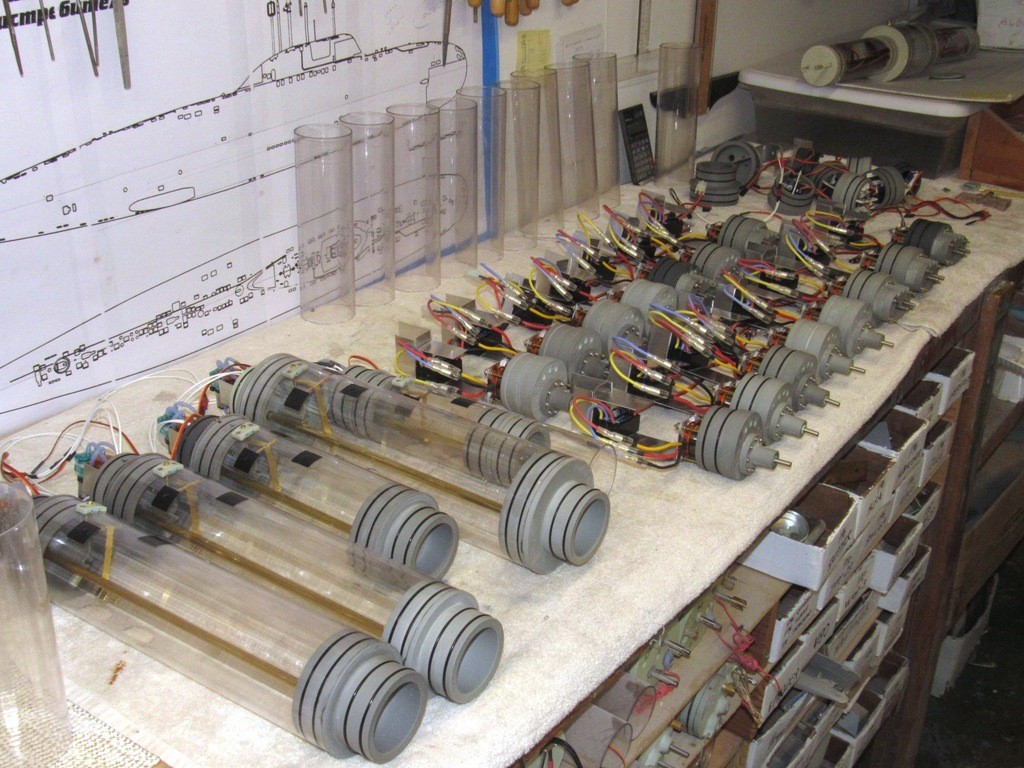
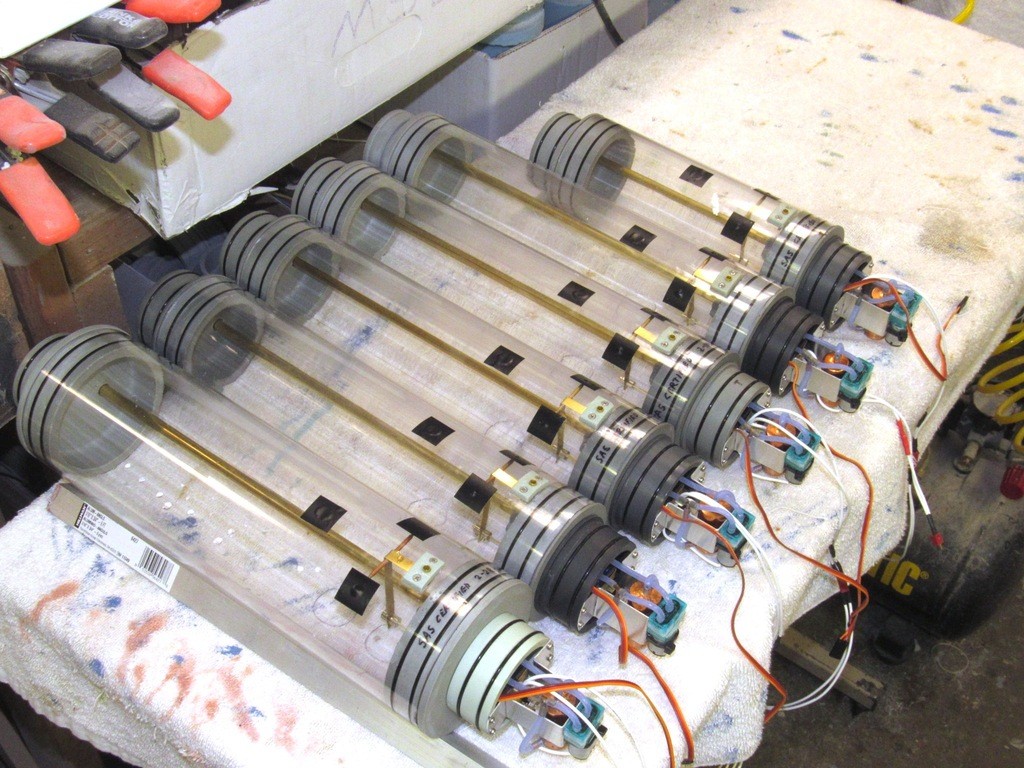
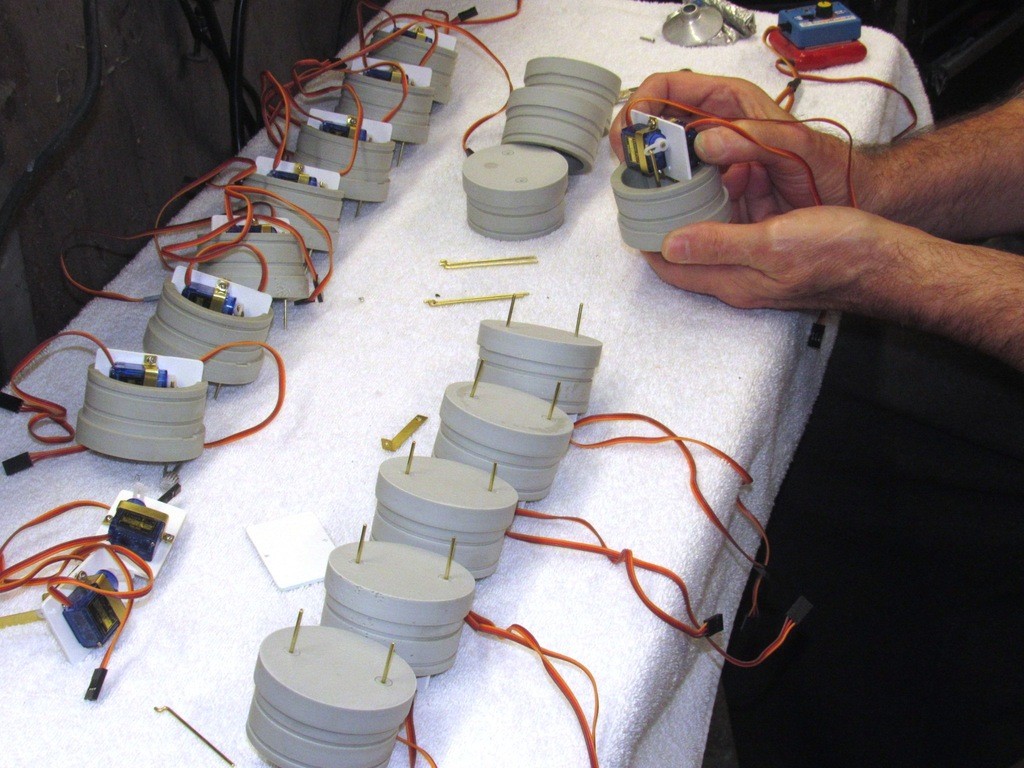
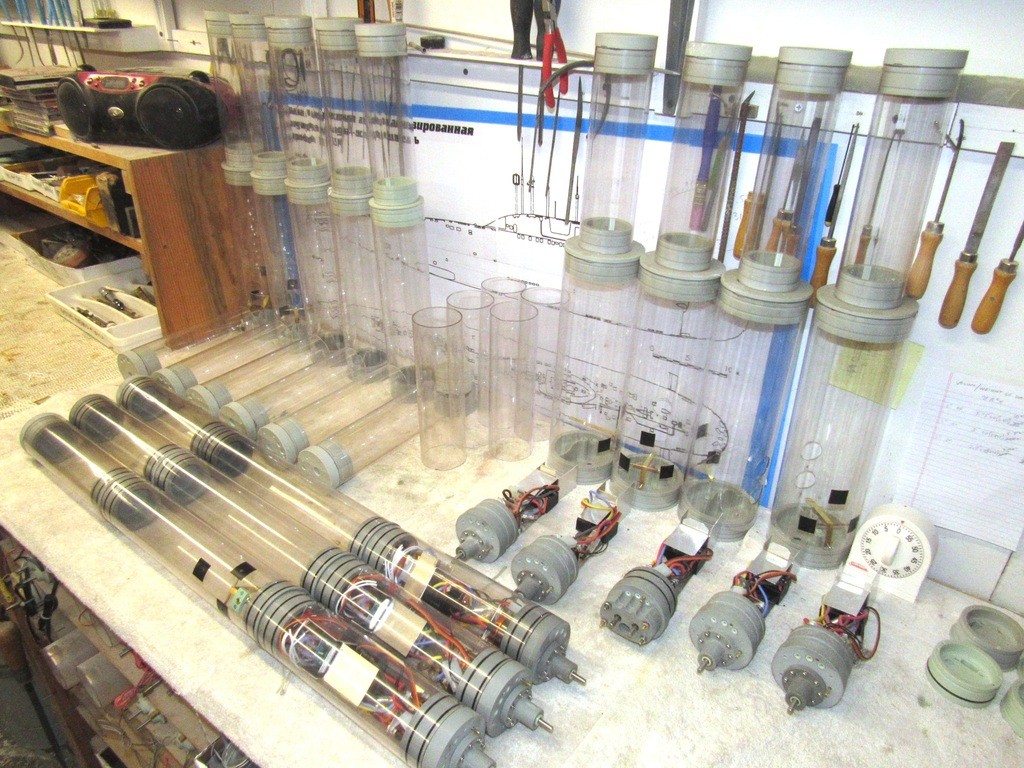
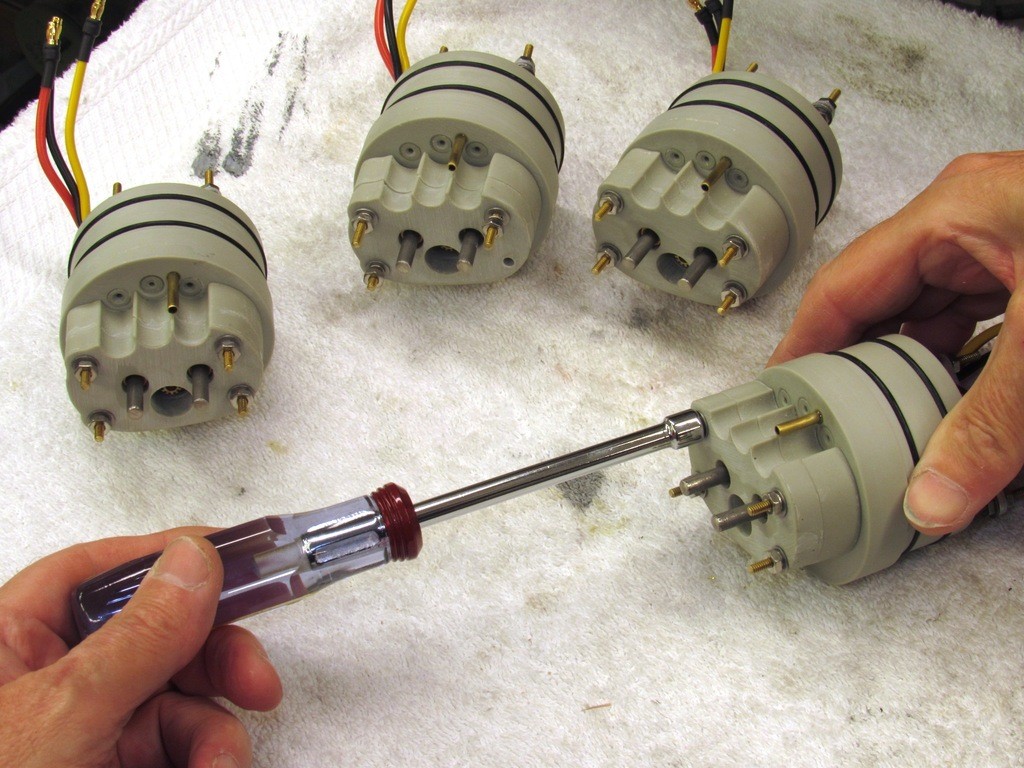
Demonstrating the flexibility of the MSD design are these six units ready for shipment. All feature the same single brushless motor -- though some have only the one output shaft to the propeller, others are equipped with a ‘gear-splitter’ that derives two counter-rotating shafts from the single motor input. Also note the varied diameters of ballast tank. Other than those two variances, all other aspects of these units are identical. A big improvement over the previous SubDriver design is the MSD’s total abandonment of mechanical fasteners to secure internal bulkheads in place. Only friction holds the cylinders onto their respective union radial flanges. Accessing the internals takes only seconds where before it took considerable time and use of tools to remove fasteners and fish out internal bulkheads.
All cylinder sections are retained via the friction between union radial flange O-rings and inside wall of the cylinder. Not to worry, this seemingly fragile attachment is practical because the air pressure within the cylinders never exceeds that of the ambient surroundings. Also contributing to the grip between union and cylinder is that once set, the silicon grease used to lubricate the parts to ease assembly, once set, acts like a mild adhesive making for a most tenacious attachment!
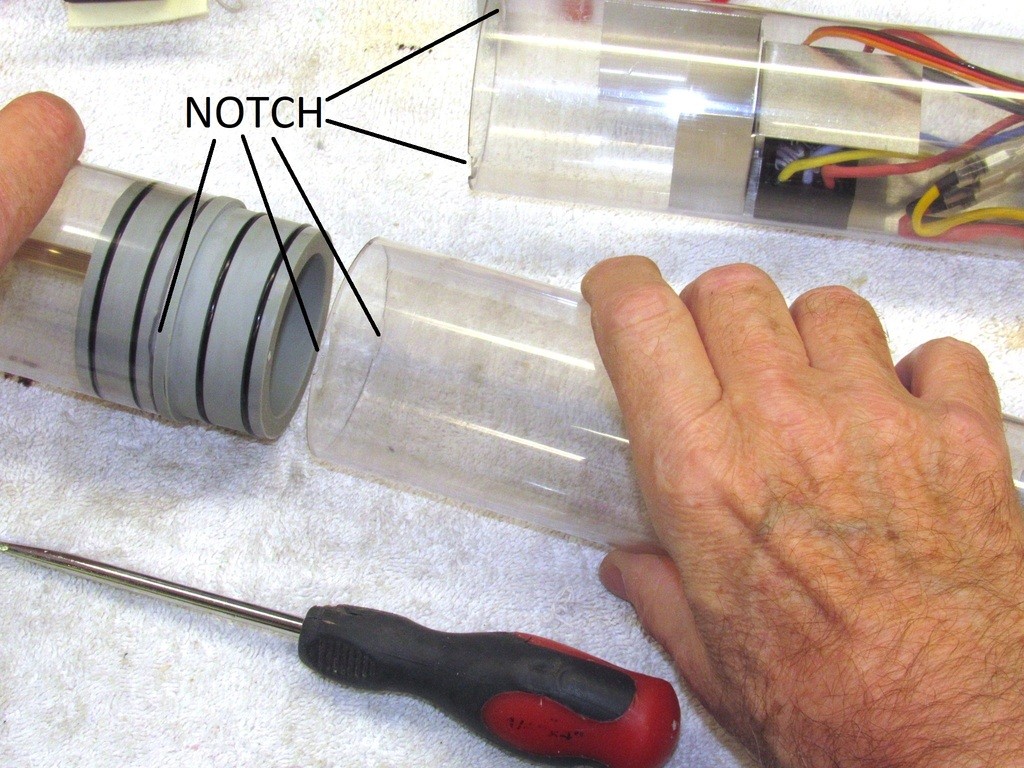
To facilitate removal of a cylinder from its union I’ve provided at the end of each cylinder section ‘notches’ through which the blade of a screw-driver can be inserted and used to pry and easily break the grip between union O-rings and cylinder.
Elimination of mechanical fasteners has eased cylinder fabrication and eliminated the risk of screw holes fracturing and propagating cracks over O-ring seals -- a situation that jeopardizes the systems water tight integrity. No more of that. Now, only the ballasts tank cylinder is machined with holes in it, and as that cylinder never sees any meaningful differential pressure, and is isolated by the forward and after ballast unions, it will never present a flooding path to the dry spaces.
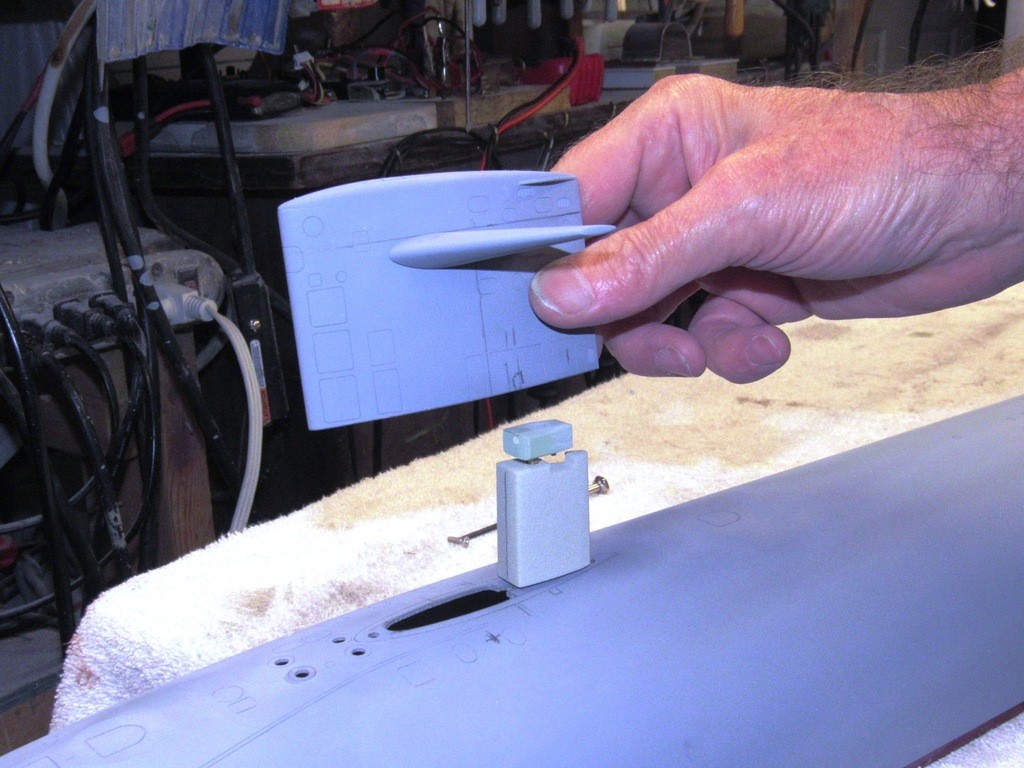
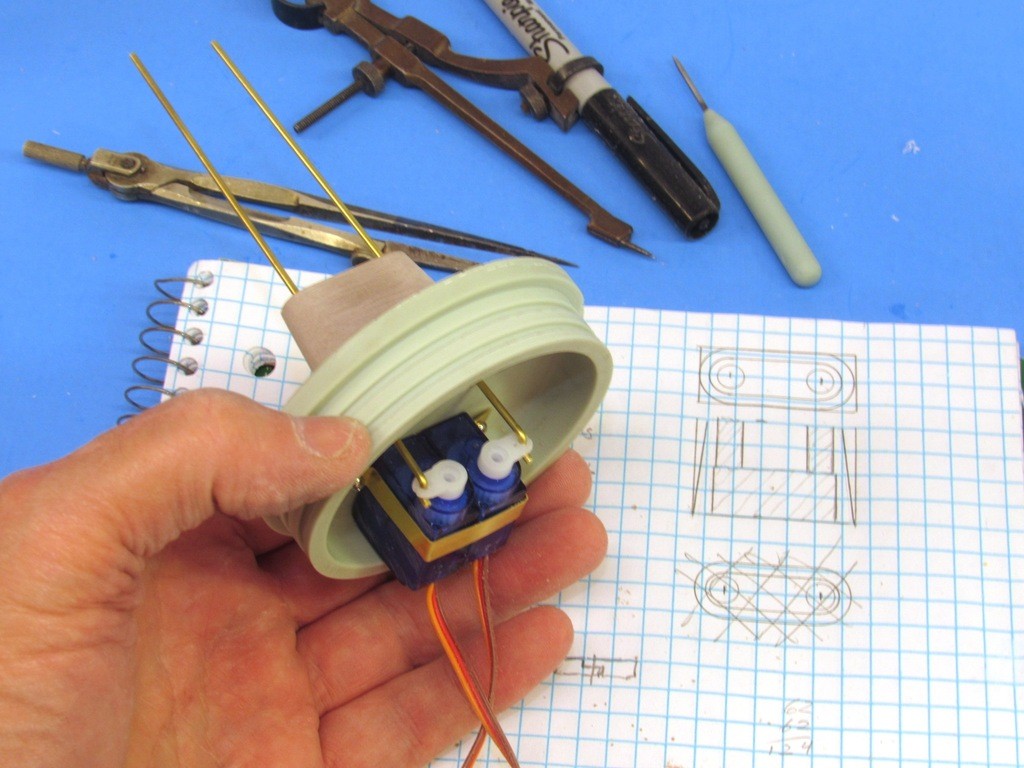
In my hand is the forward dry space cylinder. The forward bulkhead contains two servos. It’s up to the customer on how they are used. Options include operation of bow/sail planes, torpedo launch mechanism, anchor; anything in the forward area of the model submarine that would require a mechanical actuator.
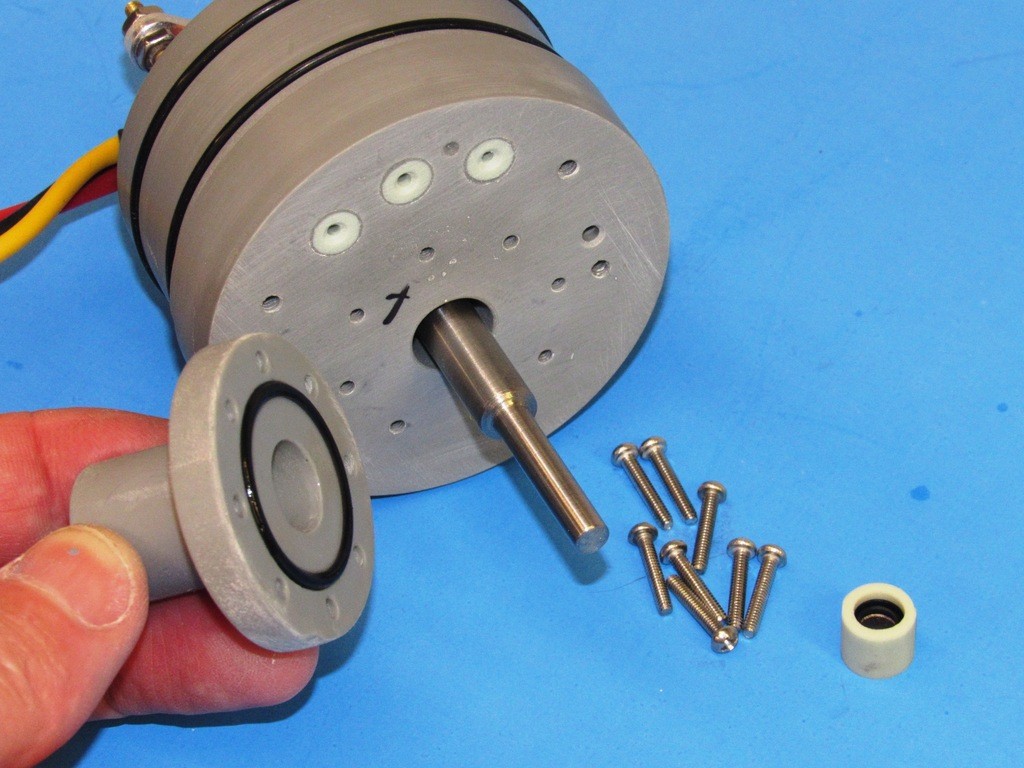
On the table is the after dry space with attached motor bulkhead. A test cap has been installed. A flexible hose making up to the test cap permits me to blow some air into it, slightly pressurizing the space as I dunk it in the test tank and look for escaping bubbles. This is how I perform the initial leak test on all components that must possess water tight integrity.
Here I’m preparing a motor bulkhead for its leak test by inserting blanking rods through the three open pushrod seals. The antenna nipple is also blanked off with a short length of flexible tubing capped with a piece of rod.
Typical points of leaks on this item is typically around the O-ring seal at the base flange of the drive-shaft seal foundation, the drive-shaft seal itself, around the three pushrod seal bodies, and the two O-rings between the motor bulkheads radial flange and Lexan cylinder.
The leak testing itself is a simple affair: blow air into the cylinder, dunk the unit underwater, and look for bubbles. Typical fixes include packing in more silicon RTV sealant around pushrod seal bodies, tightening the shaft seal flange fasteners, or replacing the radial flange O-rings with O-rings of slightly bigger diameter. Yes, this test presents a differential pressure in the wrong direction, but is most useful in finding gross leaks. However, careful production work results in most units passing the gross and later certification leak tests without incident.
Though all servos are tested prior to integration into the forward bulkhead, they do get a lot of handling as they are mounted upon their foundation and their pushrods made up to the pushrod seals. So, as a precaution, I test the servos for correct operation, and non-binding of the linkages, after assembly.
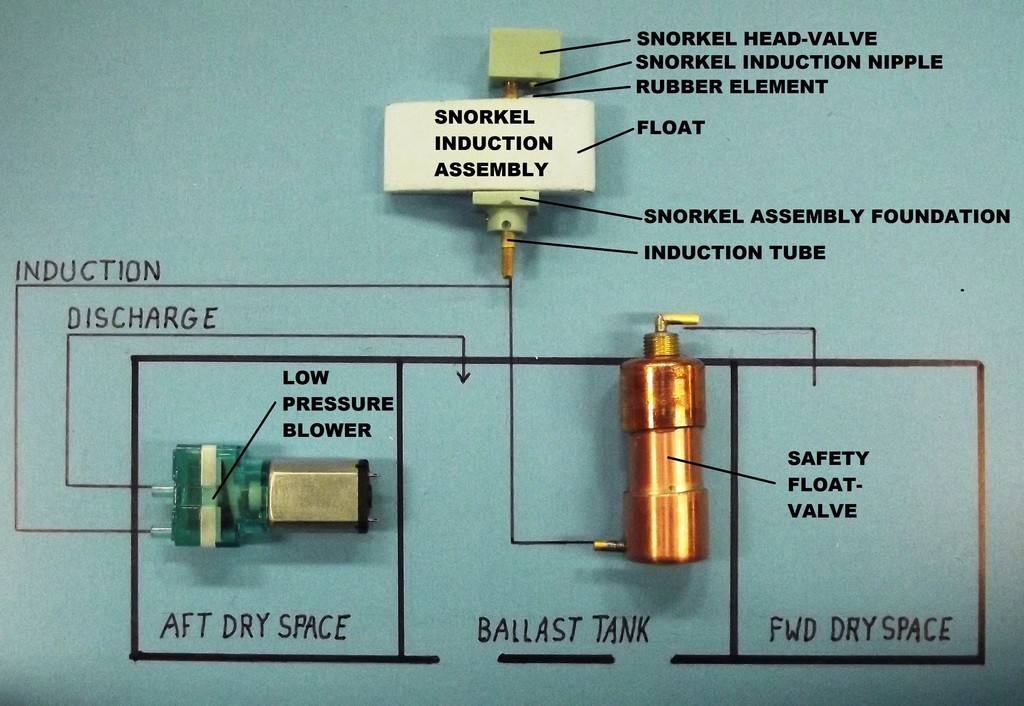
In addition to the leak-test, the ballast section of the MSD is subjected to a ‘certification’ process. This is a test of the ballast sub-systems ability to flood and blow ballast water in and out of the tank, and to do so by either taking external air from atmosphere, through the snorkel on or near the surface; or to draw a suction from the limited amount of air within the two dry spaces of the system, which would be the case when the snorkel is submerged.
A brief study at this schematic will give you some idea as to how air is either drawn from atmosphere or from the dry spaces within the system. Of note is the safety float-valve. Its job is to isolate the dry spaces from any water that may leak into the induction plumbing – be that leak the result of a faulty snorkel or break in the induction line between snorkel and the MSD. Not illustrated is a conduit between the two dry spaces which makes them common as to their atmosphere.
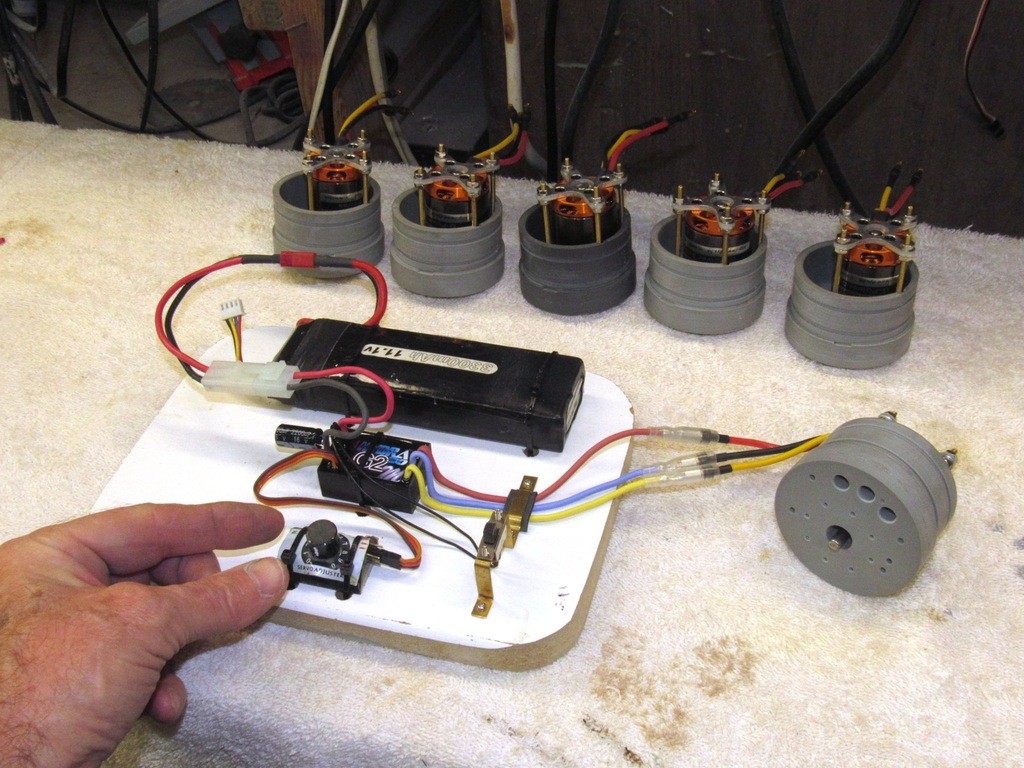
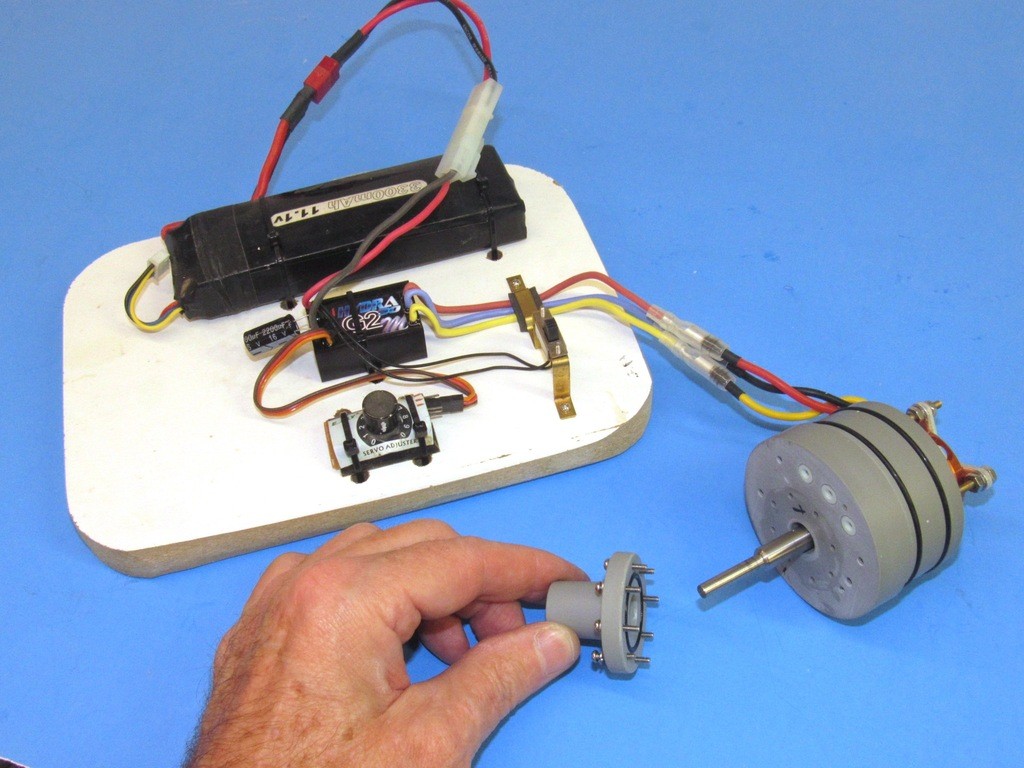
During the certification process the forward and after dry spaces are represented by short lengths of capped Lexan cylinder, diameter dictated by the type unions used by the ballast tank. The ‘ballast test unit’ is installed within the after dry space.
The job of the ballast test unit is to both power and control the operation of the ballast sub-systems servo and low pressure blower (LPB), a modified two-stage diaphragm pump – this type positive displacement pump has the ability to handle both gas and liquid without damage or leakage.
The ballast test unit is outfitted with an 11.1-volt battery, 5-volt voltage regulator (to power the receiver and receiver bus), and a pair of alligator-clips that make up to the LPB’s power leads (a voltage dropping resister establishes the 3-volts preferred by the LPB’s motor). The compact test unit fits within a short length of 2.5” diameter Lexan cylinder as the ballast sub-system is put through its paces in the test-tank.
The transmitters left stick, its left-right throws specifically, controls the ballast sub-system.
Center-stick maintains the vent valve closes and the LPB motor off.
Left stick and the servo positions the vent valve open and the LPB remains off – air within the ballast tank escapes and is displaced by water rushing in through the open flood-drain holes in the bottom of the ballast tank.
Right stick and the vent valve closes and the LPB motor runs driving air (either from the surface through the snorkel induction hose or from within the MSD’s dry spaces) into the ballast tank driving the water out the flood-drain holes.
Through calculation, practical testing, and dumb-luck the volume of the ballast tank is sized to contain a weight of water equal to the weight of the water displaced by the submerged portions of the submarine that reside above designed waterline. A dry ballast tank and the submarine floats at the designed waterline. Ballast tank full of water and the submarine submerges and assumes almost perfect neutral buoyancy. By changing the submarines weight with a ballast tank is described as ‘static diving’ -- the submarine requires no other force to hold the submarine underneath the surface.
Before getting into the certification steps, let’s take a closer look at the MSD’s ballast tank and how it works:
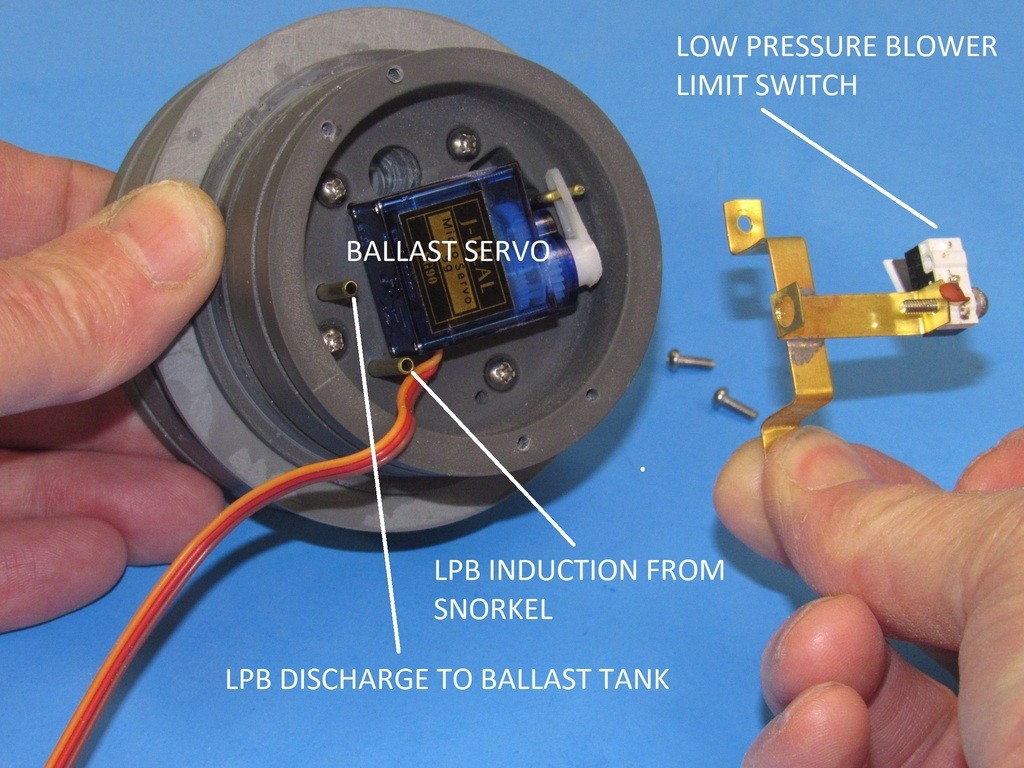
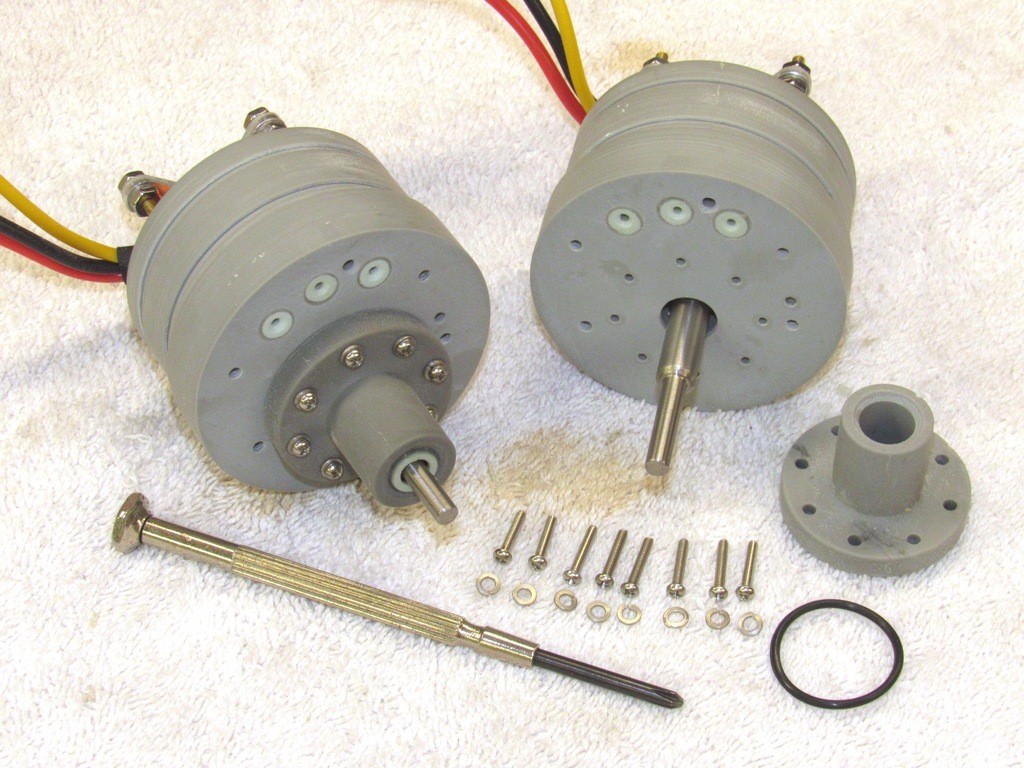
To the right is the after ballast union piece that mounts the LPB, ballast servo, LPB limit-switch, and safety float-valve. That brass tube running the length of the ballast tank is a conduit which passes the servo and power wires between the two dry spaces, it also insures that the two dry spaces share the same atmosphere. The after face of the after ballast union is the dry side and makes up to the after dry space cylinder. To the extreme left of the ballast tank is the forward ballast union that interfaces between ballast tank and forward dry space.
Here we’re looking at the after ‘dry’ side of the after ballast union. The ballast servo operates a pushrod that passes forward, through a watertight seal, into the wet forward face of the union. The pushrod makes up to the linkage that operates the ballast tank vent valve (mounted atop the ballast tank), and an optional emergency gas blow-valve.
Incorporated onto the strap that holds the servo in place is a limit-switch that is actuated by the swing of the servo output bell-crank. The limit-switch closes when the servo travels about 20% to the ‘blow’ position, energizing the LPB’s motor.
Two pass-through brass tubes serve to route snorkel induction and LPB discharge air between wet and dry spaces.
The LPB and safety float-valve attach to an aluminum mount which in turn is secured to the radial flange of the unions dry side. Flexible hose and a T-fitting route air between LPB, safety float-valve and the two brass tubes set into the union.
The safety float-valve permits air to pass into or out of the dry spaces through the induction line, but will close in the event any water gets into the induction side of the plumbing, this to prevent inadvertent flooding of the dry spaces should the snorkel stick open or the flexible line between snorkel and after ballast union develop a leak. Old submarine practice: TWO-VALVE PROTECTION FROM SEA!
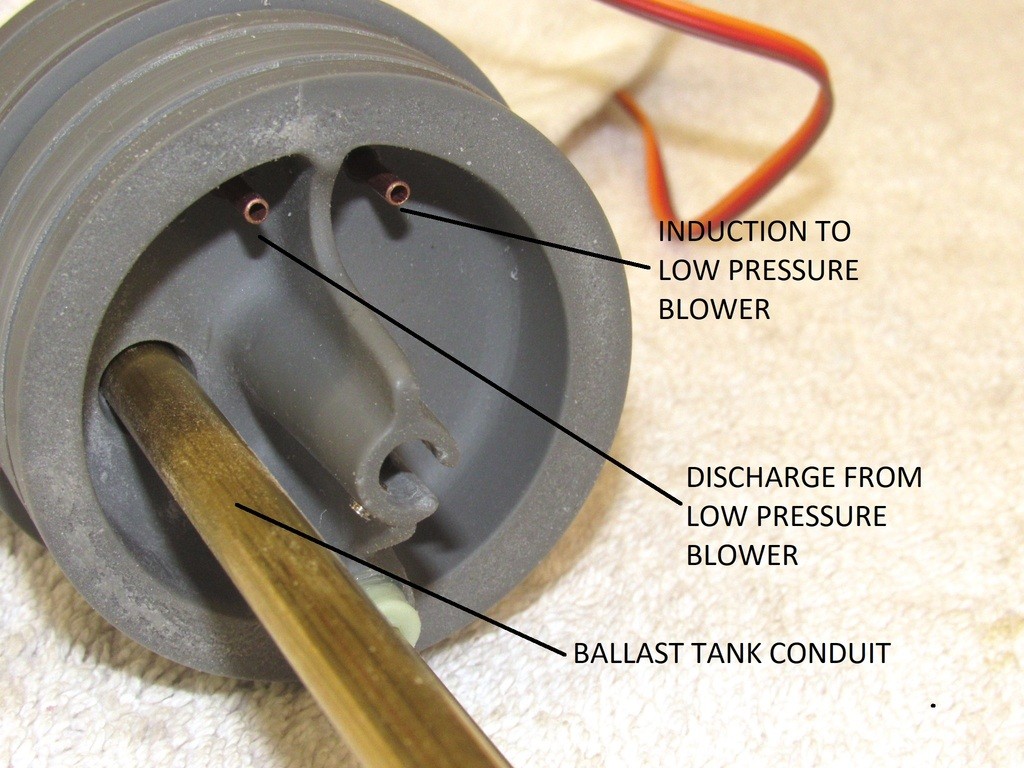
Here you see the wet forward face of the after ballast union. Note the foundation at its center, this accepts the blow-valve of an optional gas type ballast back-up should the client elect to add that feature (recommended if the submarine is to be operated in open water, an extra measure to assure surfacing should the model get away from you).
The brass tube induction nipple makes up to a flexible hose that runs out one of the two flood-drain holes at the bottom of the ballast tank and extends up to the snorkel valve, high up within the submarines sail. The discharge nipple pumps air into the ballast tank directly, blowing ballast water out, surfacing the boat.
An encapsulated O-ring, positioned into the tool during the union casting process, makes the watertight seal between union and brass conduit.
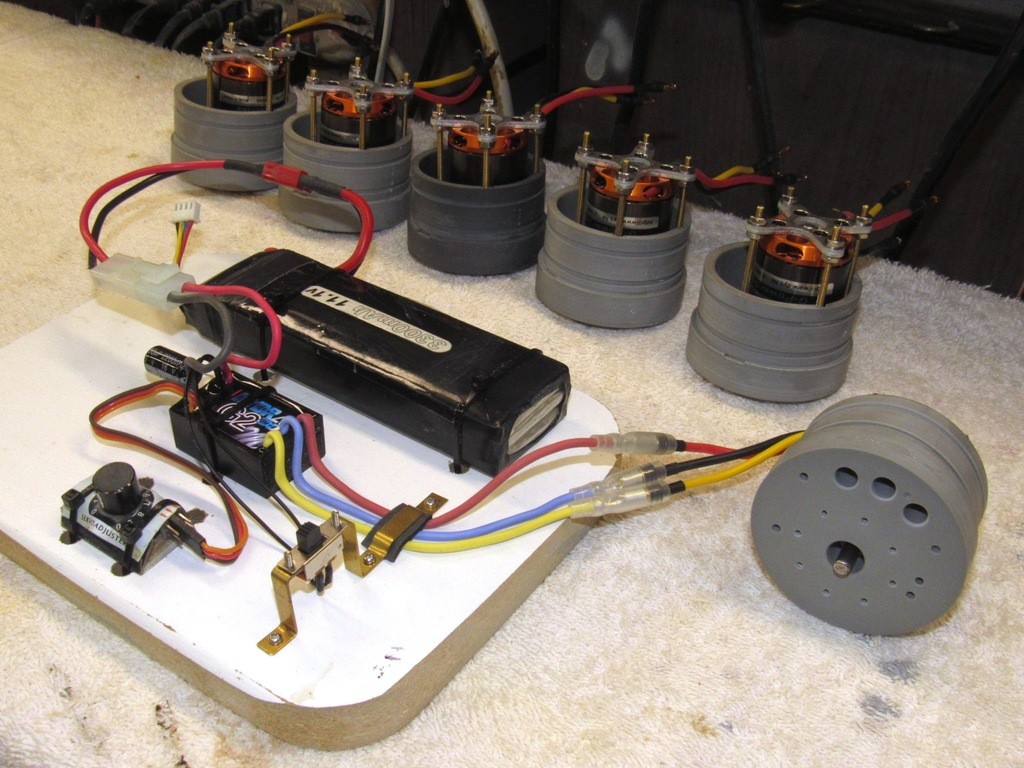
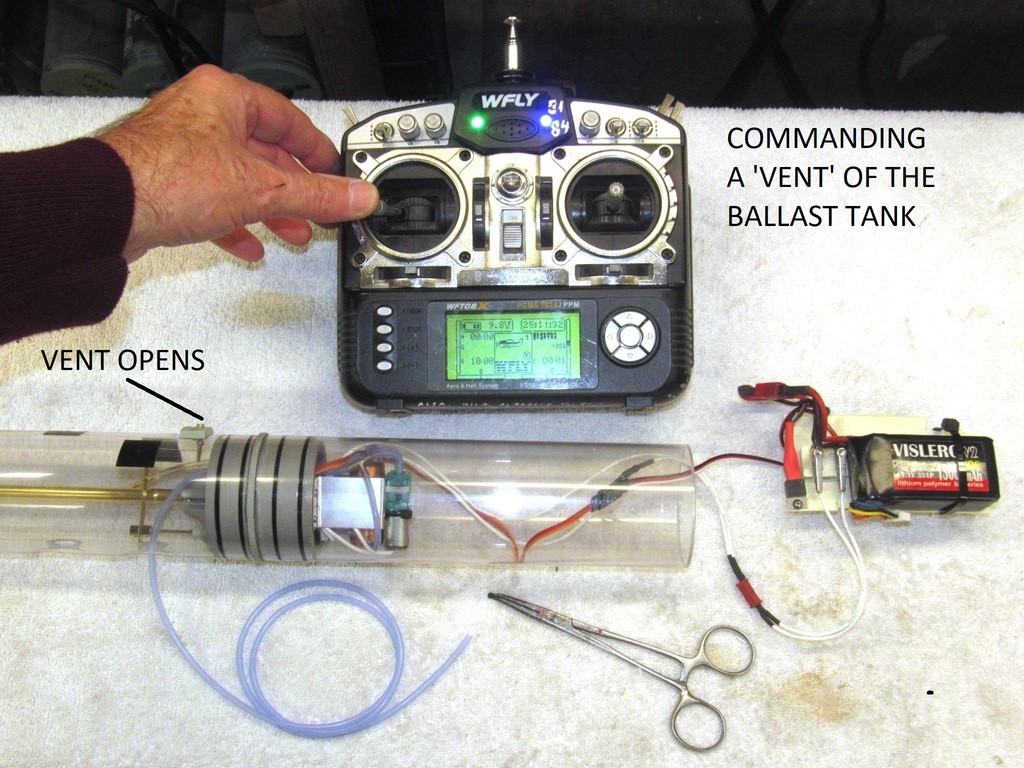
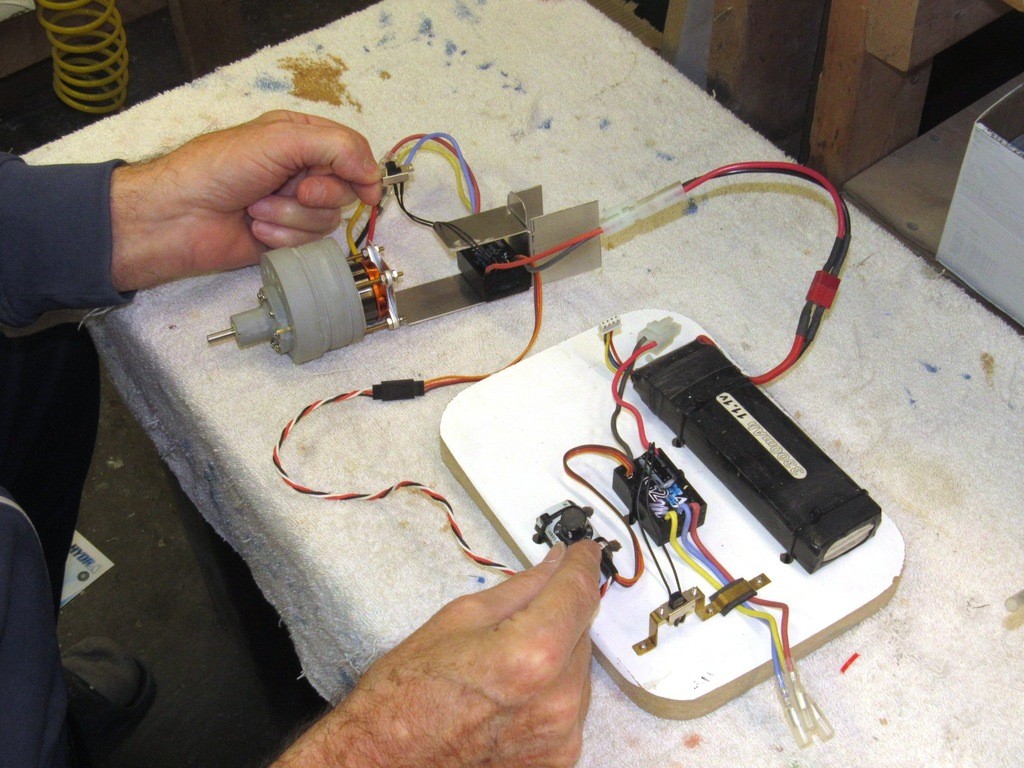
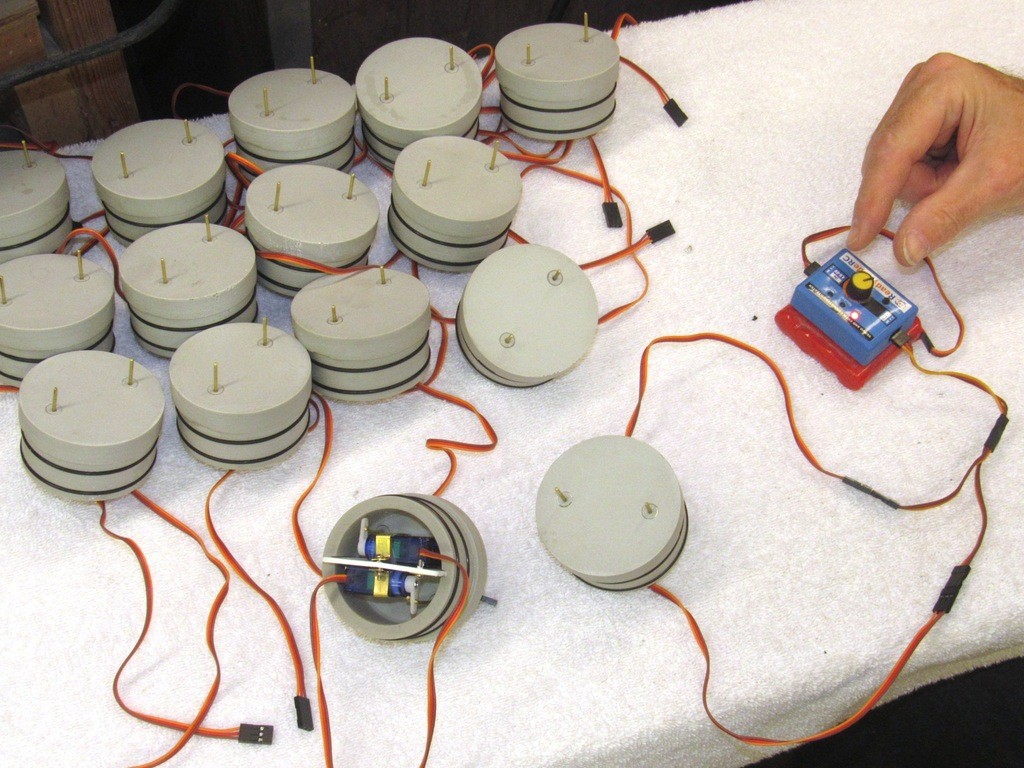
Here I’m demonstrating operation of the SemiASperated (SAS) ballast sub-system elements, the test unit is wired up to the servo and LPB. I operate the devices remotely from the transmitter.
This is pretty much the condition of things during the SAS certification process. For clarity I’ve left the test unit outside its cylinder.
Left-stick – dive.
When the transmitter stick is shoved to the ‘blow’ position, the vent is closed and the servo bell-crank closes the limit-switch causing the LPB to pump air – from either the dry spaces of the MSD or from atmosphere through the open snorkel valve – into the ballast tank, emptying it of water. The submarine assumes surface trim and floats at the designed waterline.
Right-stick – surface.
SAS certification is done with the unit submerged. But before that I do one last leak check with the fully assembled system.
The system is held underwater in the test tank.
First, the tank is vented, flooding it. The vent valve is checked for reliable operation and the flood rate it noted.
I then command a blow (the induction flexible hose is out of the water so the LPB can draw air from atmosphere).
Once the tank is blown dry I note the blow rate and check for no leakage at the vent valve.
The ballast tank is again flooded, and the external induction line crimped off with a hemostat, simulating a closed snorkel valve. A blow is commanded, but this time the SAS is compelled to draw air from within the systems dry spaces. Typically there is enough volume within the dry spaces to achieve a blow that empties at least 1/3 of the ballast water before back-pressure builds to a point where it stalls the LPB. However, the amount of ballast water is blown overboard is enough to cause the simulated submarine to head to the surface where the snorkel would open once again taking air from atmosphere, unloading the LPB, breaking the slight vacuum created within the dry spaces, and the blow continues till the ballast tank is completely dry.
The system is pulled out of the water and the induction hose removed, the partial vacuum within the system is broken and the system again pushed underwater. This time with the induction tube open to sea, simulating a stuck open snorkel valve and/or a leak in the induction hose. The blow command is sent and the LPB operated till it stalls as its pump is hammered by incompressible water. If the safety float-valve did its job there should be but a few drops of water within the after dry space. Once all test steps are passed the system is deemed certified and ready for packaging.
And that’s my story, and I’m sticking to it!
My credentials, you may ask?
OK.
I barely graduated from High-School, math totally escaped me, but I devoured my shop classes. I LIVED FOR SHOP CLASS! If I had to characterize myself during my public school days: I was the Sheldon Cooper of shop-classes, and just as much a non-conforming jerk.
I don’t play well with the other children, and never will! I learn things the hard way.
Still a snot-nosed kid I joined the Navy. In the 60’s if you had a heart-beat they swore you in, no questions asked. I did some time in the Fleet as a Torpedoman; qualified on Submarines; and spent the last decade of my career as a salvage and ships husbandry Diver.
I’m not school-smart. However, I can read, am clever, stubborn, tenacious, meticulous (when focused on those things that interest me), and one hell of a model builder. I started scratch-building at age-five.
I’m an intuitive mechanic and, as with all men in my clan, I have smart hands.
It’s genetic. To this day it takes only a whiff of burnt flux, hot green-sand, wood pitch, cutting oil, or blue-print ammonia; the sounds of a machine shop; or the sight of a meticulously blued-and-scratched sheet-metal lay-out to make me smile and nod in appreciation.
Tom Chalfant sold his 1/72 SKIPJACK to a customer and shipped it, along with the SubDriver (SD), to me for check-out. I would then forward the tested ready-to-run r/c submarine to its final destination. That represents two opportunities for the shipping agent to crush and/or loose the contents. The job Tom and I do to prepare these items for transit is vital if things are to survive without need of a re-build.
Tom double boxed the SD; but elected to use just one box for the submarine model itself. The double-boxed SD was protected by bubble-wrap – a layer between SD and inner box (a mailing tube), and another layer of bubble wrap between inner box and outer box. That SD survived its trip to me with no damage at all. The single-box containing the model hull, miraculously, survived its trip with just a tiny bit of shipping damage.
I’ve been building models of one sort or another for over forty years, some of that work being shipped considerable distance to the customer. If one is to be successful in this activity you have to learn – usually through the school of hard knocks – how to effectively package the product so it will survive the not-at-all-tender hands of a government or private shipping service.
Rule number-one in my book of packaging is to double-box the contents. Two-box protection is the minimum care you should take when packaging delicate items like models or SD’s for shipment.
Suspending the product within the inner box often presents the special problem of working out how to arrange the packing material to bear against the products strong points. Sometimes those strong points have to be built into the model in anticipation of the demands of packaging later. You have to take into account the G loads presented through rapid and sometimes high accelerations. The packaging bearing against the item must handle multiple G’s when the box is invariably dropped, kicked, rolled, speared with fork-lift forks, and tumbled into the delivery truck by uncaring, knuckle-dragging goons; idiots who read (if they can read!) a handle with care label as, bet you can’t break this!
Tom’s an excellent model builder and used the services of the United States Postal Service (renowned for their rough handling of fragile goods) to get the hull and SubDriver to me for assembly, service, testing, and repackaging to its new owner.
Over the span of a few weeks I received three packages. The first was the r/c system – the receiver (two actually) and transmitter – sent to me by the guy who would eventually receive the RTR SKIPJACK model submarine.
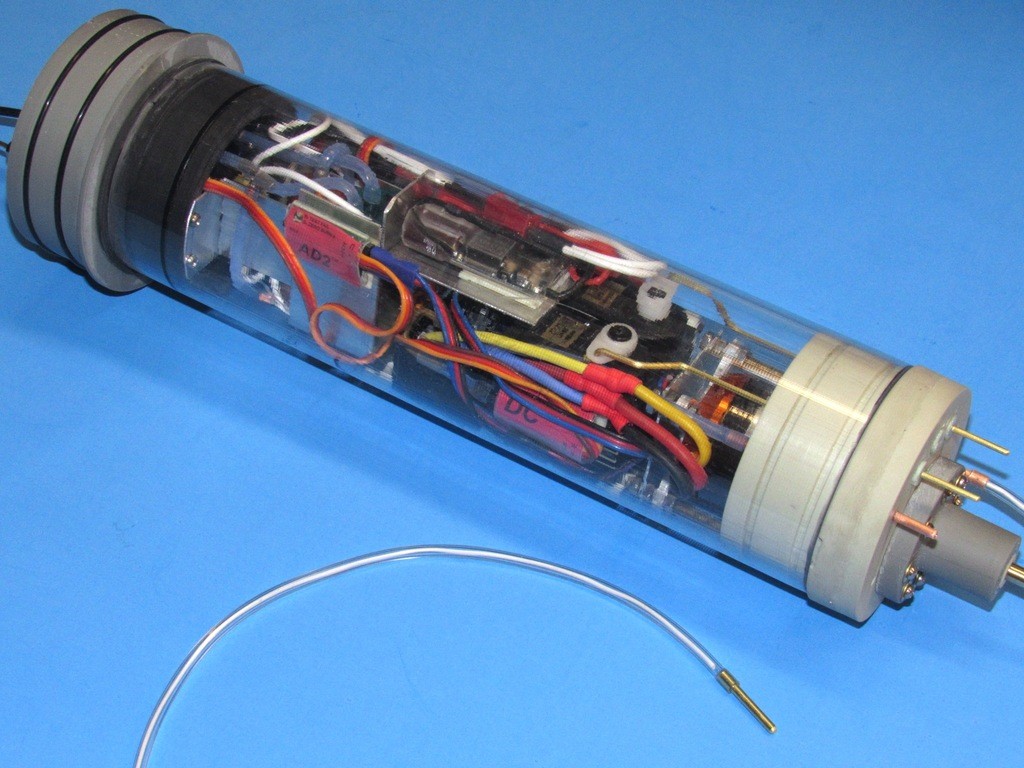
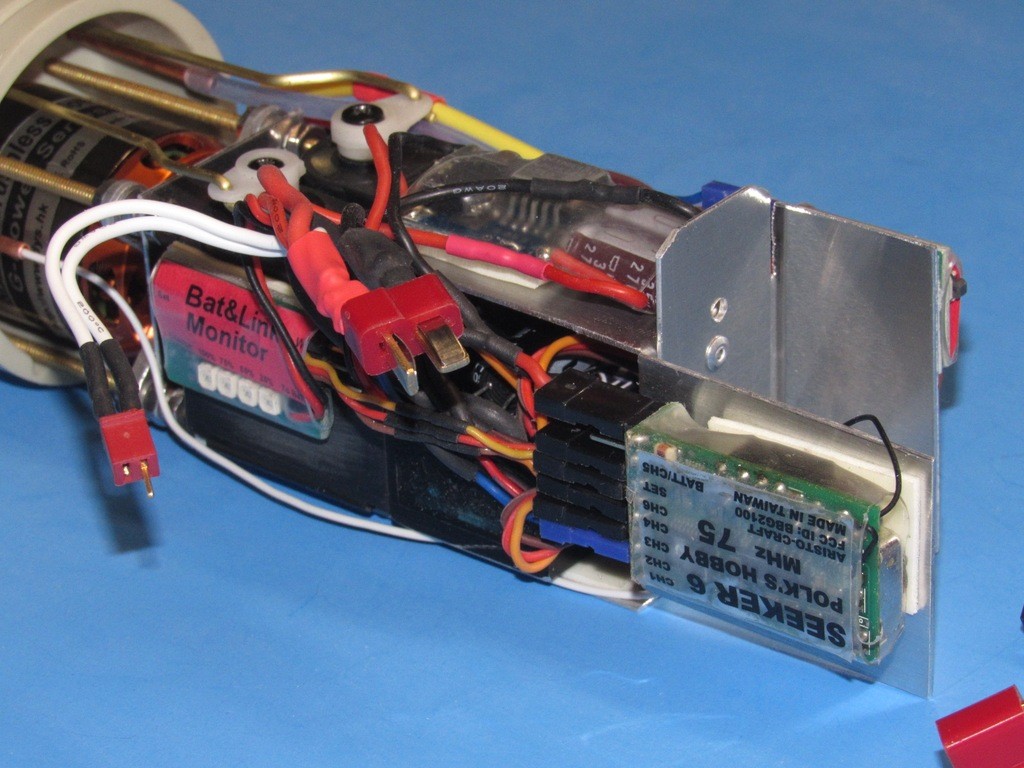
Tom mailed me the SubDriver (SD), pictured below, and the SKIPJACK hull.
The SD is the system that propels, controls, and manages the ballast water; the means of animating the model submarine. It keeps all those devices that need to operate in a dry environment … err … dry. Tom sent me a completely outfitted SD with the delicate servo pushrods projecting from the after end – a real challenge to package in a manner that would preserve these items unbent! Note the disc shaped specialized packing used to protect those pushrods from any unwanted axial or lateral shifting of the SD within its inner box/mailing tube.
The single piece Lexan cylinder is divided into three compartments by two internal cast resin bulkhead. The forward dry space, to the left houses the propulsion battery, the center ballast tank, and to the right the after dry space that houses the propulsion and control devices. The r/c system typically controls five functions: rudder, stern planes, bow planes, ballast, and throttle.
Rule of thumb is to package the contents to survive a three-foot drop. I can assure you, there are some Gorilla’s in the shipping pecking-order that regard damaging a product through deliberate miss-handling a badge of honor among their fellow troglodytes. Pack your box(s) with those thugs in mind! That’s why I double-box a model for shipping. But, Tom just went with one box for the hull. He got lucky!
Looks can be deceiving. This Frankenstein looking box hid a very well thought out and applied packing that got an entire, fragile, polystyrene plastic model submarine of a SKIPJACK hull through the mail system with hardly any damage.
I would have removed the removable items like the two rudders, propeller, and sail and placed them safely within the hull, but Tom elected to package everything assembled. And he got away with it! As you can see he suspended the hull at the center of wide box with the aid of foam supports, two sets that girdled the model and kept it centered within the box, rigid against transverse forces. Two foam-in-place plugs protect the model against axial forces -- one at the stern, and one at the bow.
A statement as to the effectiveness of Tom’s packaging is the fact that neither the sail, sail planes, stern stabilizers and rudders were damaged in any way. The model remained centered in the box, secured by the two sets of foam supports and kept axially stable by the forward and after foam-in-place plugs. A well designed and executed packaging arrangement!
Ugly-as-sin, this ‘blob’ is a bag containing expanded foam that started life as one of those benign foam-in-place packaging aids. And that’s how Tom used this neat product – to create a rigid, conformal cushion at the bow and stern of the hull. The job of the two semi-rigid plugs is to prevent excessive axial motion of the model within its shipping box. They worked like a charm. Well, almost. The screw did get bent a bit -- more on that little hick-cup later.
I got to hand it to Tom. Cutting up that coffee-cup like he did to protect the propeller was a neat trick. But … Damn, Tom! How come you didn’t just take the screw off and ship it within the protective confines of the hull??!!
Well???.... How come, Tom???!!!!!!
The only damage, and almost of no consequence, was one blade of the five-blade propeller was bent forward about 1/8”. A testament at how well the model submarine was suspended within the single shipping box. All kidding aside, Tom did a great job packaging this model.
The propeller fix was easy: I mounted it on a spindle secured within the chuck of my little Taig lathe, but only doing so after unplugging the machine to insure I did not power up the chuck – in this application I’m only using the machine to rotate the propeller as I used the tip of a tool to measure the rake of each blade as I rotated the chuck by hand.
The white metal (95% Tin, 5% Antimony) is relatively soft and very malleable, so it was an easy task to push the offending blade back into symmetry with a little finger pressure. No, not that finger! The whole fix took all of five-minutes.
There is plenty of volume within the hull of the 1/72nd scale model SKIPJACK submarine. As the sail and sailplanes are removable it’s a mystery to me why Tom did not elect to remove those items from atop the hull, bubble-wrap them, and put them within the hull during the packaging process. Oh, well. What he did worked so I can’t bitch.
Being a practical r/c submarine the hull had been outfitted with several pounds of lead weight to lower the vehicles center of gravity. This of course raised the mass of the otherwise light-weight structure considerably and added to the magnitude of inertial forces between model and packaging as things were presented with acceleration forces from all directions. But, nothing shifted significantly during shipping. Tom’s excellent packaging job prevailed.
Once the SD system and the hull were removed from their respective boxes and packaging I began the task of getting the SD operational – installing a new receiver and getting it to listen attentively to the transmitter – and integrating the SD with the hull.
In a separate package, received weeks ago, came the transmitter and two receivers from the new owner. The original r/c system was retained by Tom as r/c systems using the 75mHz band have become unavailable with the nearly universal acceptance by the r/c vehicle community of gear working on the 2.4gHz band.
Unfortunately, for some reason, I could not achieve a radio link between the transmitter and either of the two receivers sent me by the customer. I’m at a loss as to why. I even threatened these devices with the almost always persuasive, ‘three-pound tuning wand’ but, to no avail.
Tom was careful to provide with the SD the documentation relating to the three devices used to propel, autonomously maintain a proper pitch angle, and produce a ‘blow’ command should either the transmitted signal be lost or the battery voltage drop below a pre-set value.
I’m loath to, ‘read the instructions’. Gee… thanks, Tom!
Thank you, sir. But, if you're like me, you're sick and tired of this non-stop stream of 'device' development and production. I'm a slave to my distributor -- the orders for these MSD's just keep coming in.
Seems the Chinese-flu has forced all the part-time kit-assemblers out there to step up their game at home and are ordering more 'hobby' related stuff. As I'm a complete whore, if someone waves money in my face, I perform! But it's keeping me away from model-building, damnit!
The Chinese screw-up has caused me a significant uptick (surprisingly) in product demand. Life is so cruel … I want to go out and play with my toy submarines!
I started a 3" motor-bulkhead master. This diameter is just big enough to get intermediate sized brushless motors in there, side-by-side.
A forward 3" bulkhead, outfitted with two servos is the objective of this work. I'm mocking up such a unit, once validated for correct operation it will be taken apart and the parts used as masters to make tools for resin casting of the production parts.
This site uses cookies to help personalise content, tailor your experience and to keep you logged in if you register.
By continuing to use this site, you are consenting to our use of cookies.